 English
English русский
русский

Plastic injection mold runner system design
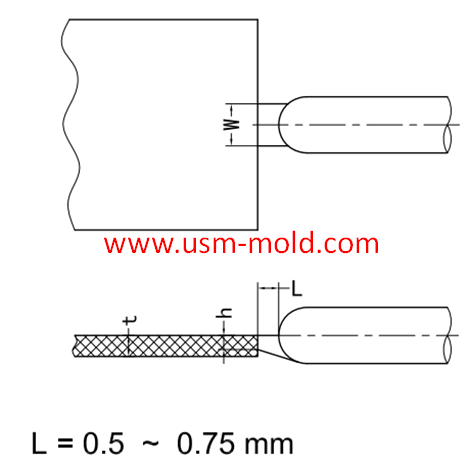
The gate is the connecting part between the runner and the cavity, and is also the end part of the injection mold gating system, the molten plastic enters the cavity and core side through the gate directly. The function of the gate is make the molten plastic coming from the runner enter and fill the cavity with core by fast speed, after the cavity with core are filled with plastic, the gate can be cooled quickly and sealed to prevent the hot material in the cavity from flowing material.
The gate design is related to factors such as the part shape, the cross-sectional size of the part, the plastic performance, the mold structure and the injection process parameters. The gate cross-sectio should be small and the length should be short, so as to increase the material flow speed, fast cooling and sealing to separate the plastic parts, and the gate marks are not obvious.
The gate is a key part of the gating system, the gate location, type and size have a big influence on the plastic parts quality, the quality defects of plastic parts, such as air trapping, shrinkage, water trapping, decomposition, washout, deformation, etc., are often caused by unreasonable gate design. The gate is the smallest part of the entire gating system (except for the direct gate of the sprue type) in many cases.
The design content of the gate includes the following 3 points:
①Select the gate location
②Determine the gate type
③Determine the gate size
We will talk about how to determine the location of the gate in following article.

_20250311083139A052.webp "Transparent PC Injection Mold")


Plastic injection mold heating
Feb 16, 2022When the plastic injection molding process requires the mold temperature to be above 80°C, a temperature adjustment system with heating function must be provided in the mold. In addition,...view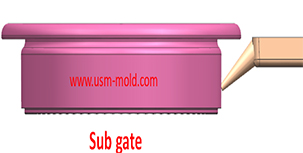
The sub gate of the plastic injection mold runner system
Jan 26, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view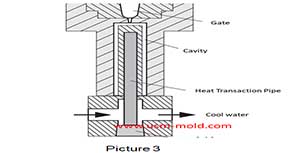
Plastic injection mold common cooling gate
Feb 17, 20221. Straight-through cooling water gate: the straight-through cooling gate is the most commonly used gate for plastic injection mold, and it is also the most convenient type of cooling for processing....view_20250317090912A017.jpg)
Several common process of water-assisted injection molding introduction
May 24, 2022According to the design of the injection molding machine and the casting system, the corresponding melt-returning process of water-assisted injection molding can be roughly divided into two types: the...view
Key points of gas-assisted injection molding process
Apr 20, 2022Gas injection parameters The gas-assisted control part is a device that controls the gas pressure in each stage, the gas-assisted parameters have only two values: gas injection time (seconds) and gas...view
Hydraulic diameter conversion of runners in plastic mold gating system design
Jan 13, 2022Hydraulic diameter refers to 4 times the ratio of the flow cross-sectional area to the perimeter, as the wall shear stress of non-circular pipes is not even distributed along the surrounding walls,...view