 English
English русский
русский

Plastic injection mold common cooling gate
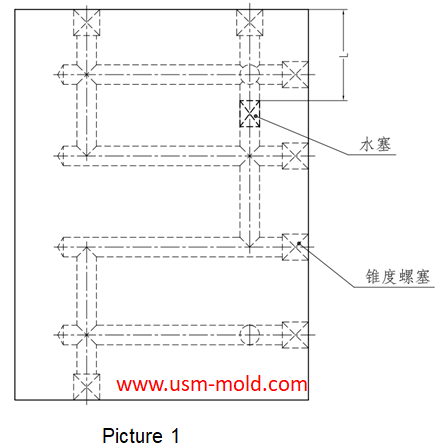
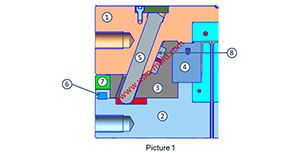
1. Straight-through cooling water gate: the straight-through cooling gate is the most commonly used gate for plastic injection mold, and it is also the most convenient type of cooling for processing. It is commonly used on molds with thinner walls and larger areas, which shows in picture 1.
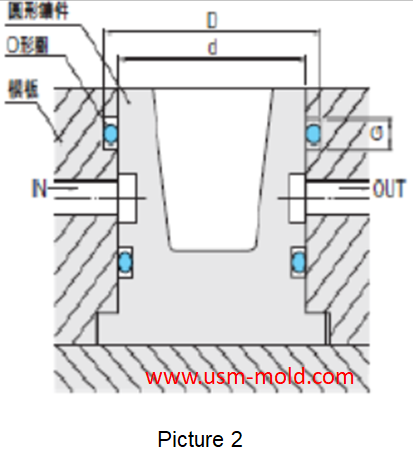
2. Annular cooling water gate: this cooling water gate is suitable for round inserts parts, where there is ejector pin and plastic material in the insert and cannot be used for cooling methods such as water well spraying, the common structure is shown in picture 2, we shold we should try to avoid the sealing ring being worn and worn by the cutting during assembly.
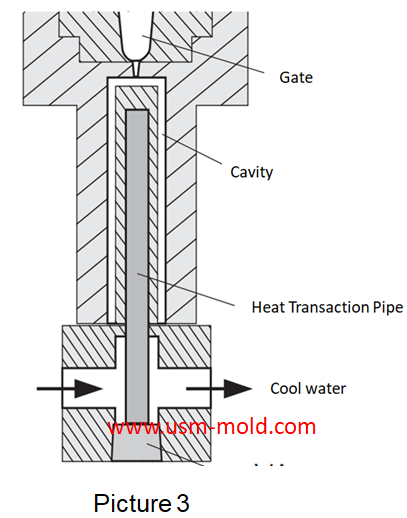
3. Heat conduction rod type: for some slight cores, conventional water transportation, spraying and water well cooling cannot be used, and heat conduction rods can be used to transfer the heat from the melt to the core, and then the cooling water carry out the heat from the mold, as shown in picture 3, the material of the thermal conductive rod is usually beryllium copper.
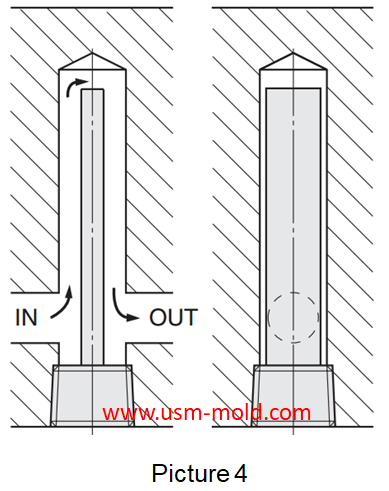
4. Baffle board cooling water gate: the baffle board is often used in deep cavity molds, this type of mold has a large core length and absorbs a lot of heat from the plastic melt, but the width or diameter is small and common, the cooling water gate is often unable to go up, and the ideal effect can be achieved by using a baffle board, as shown in picture 4.
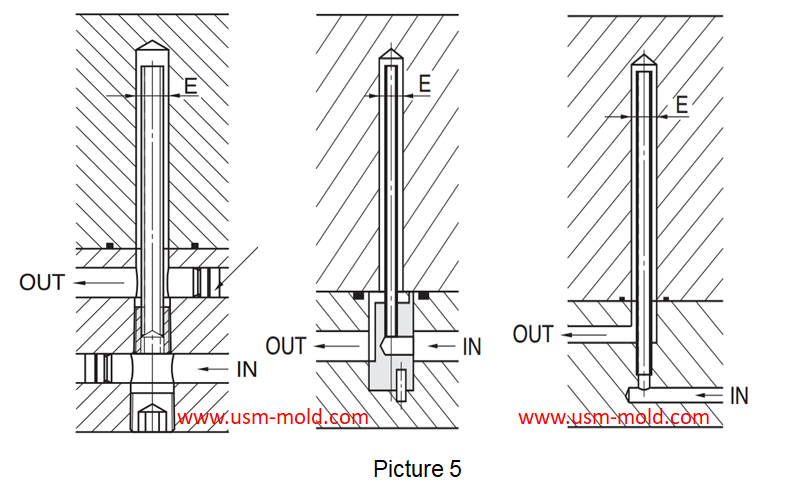
5. Cooling pipe type: the cooling pipe is the same as the baffle board for deep cavity molds, or places where the cooling water channel is difficult to reach but has a large amount of heat accumulation, this kind of cooling water gate needs to use a cooling pipe, it is not as pupular as baffle board in normal design, as shown in picture 5.
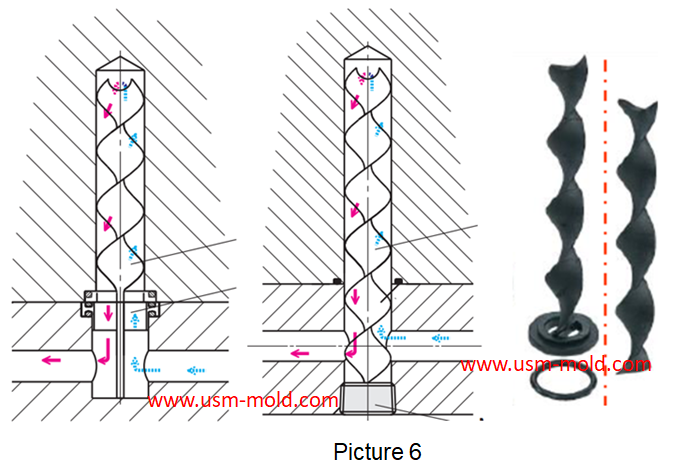
6. Spiaral baffle board: it is normally used as same cooling pipe and baffle board, but the cooling is better, it needs to add spiral pillar or spiral piece, as shown in picture 6.
_20250310164515A048.webp "PLC Controller Shell Mold")


Slider of side core pulling mechanisum assembling
Jul 21, 2022The picture 1 shows a typical guide pin driven slider parting and core-pulling mechanism, we will talk about the composition and function of the lateral core-pulling mechanism. 1. Lateral forming...view
Design principle of plastic injection mold cooling system
Feb 13, 2022Design principle of cooling system In order to improve the efficiency of the cooling system and make the cavity surface temperature distribution even, the following principles should be followed in...view
Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view_20250317091113A018.jpg)
The basic points of designing gas-assisted injection molding
Apr 17, 20221. Firstly, considering the suitable wall thickness areas needs to be injected and hollowed out, and then decide how to connect them with the gas channel; 2. The gas channel should be arranged in...view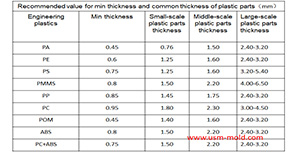
Design principles for wall thickness of plastic products
Jan 3, 2022The principles of wall thickness design for plastic parts are as follows: 1. Making the wall thickness even is the first principle of plastic part design, it can make filling, cooling and shrinking...view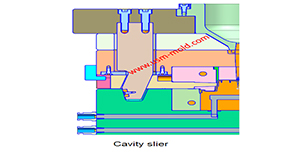
What is the side parting and core pulling mechanisms with their function?
May 31, 2022When there are holes, cavities or cores on the inside or outside of the injection-molded plastic parts that are different from the opening and closing directions of the mold, the plastic parts cannot...view