 English
English русский
русский

Key points of gas-assisted injection molding process
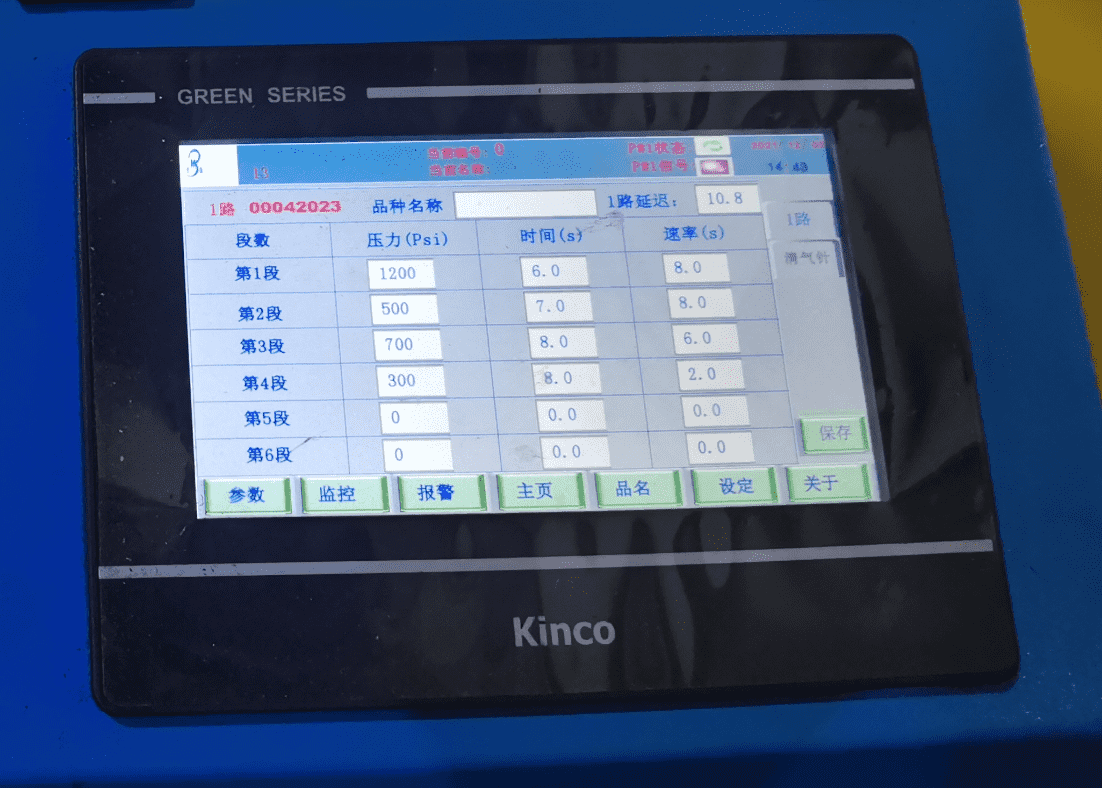
Gas injection parameters
The gas-assisted control part is a device that controls the gas pressure in each stage, the gas-assisted parameters have only two values: gas injection time (seconds) and gas injection pressure (MPa), the gas-assisted injection molding process is to inject the melt plastic into the mold and injecting high-pressure gas at the same time, there is a complicated two-phase interaction between the melt plastic and the gas, so the process parameter control is very important. The control method of each parameter as follows:
.png)
1. Injection volume
Gas-assisted injection molding uses the "short shot" method, that is a certain amount of material (usually 70-95% during full shot) is injected into the mold cavity and core, and then gas is injected to achieve a full filling process. The amount of melt injection has the big relationship with the gas channel of mold and the structure of the mold cavity with core, the larger the cross-section of the gas channel, the easier the gas to penetrate and the higher the hollowing rate, which is suitable for using a larger "short shot rate". If too much material is used at this time, melt accumulation is prone to occur, and sink marks will appear in places with a lot of material, if the material is too small, it will cause blow-through, if the direction of the gas channel and the flow material are exactly the same, it is most conducive to the penetration of the gas, and the hollowing rate of the air passage is the largest. So during the mold design, keep the gas channel and the flow direction in the same.
2. Injection speed and holding pressure
In the case of ensuring that the part performance without defective, use a higher injection speed as much as possible to make the melt fill the mold cavity with core as soon as possible, the melt plastic temperature remains high at this time, which is conducive to gas penetration and mold filling. The gas still maintains a certain pressure after pushing the melt to fill the mold cavity with core, which is equivalent to the pressure holding stage in traditional injection molding. generally speaking, the gas-assisted injection molding process can save the pressure holding process of the injection molding machine. Butsome parts still need to use certain injection molding pressure to ensure the part quality due to structural reasons. But do not use high holding pressure, because too high holding pressure will seal the gas needle, the gas in the cavity and core cannot be recovered, and it is easy to blow up when the mold is opened. High holding pressure will also hinder gas penetration, increasing the holding pressure of injection molding may cause larger sink marks in part surface.
3. Gas pressure and gas injection speed
The gas pressure has the big relationship with the fluidity of the material. Materials with good fluidity (such as PP) use lower gas injection pressure. The gas pressure is large which is easy to penetrate, but easy to blow through the part; the gas pressure is small, there may be insufficient mold filling, insufficient filling or sink marks on the part surfacet; the gas injection speed is high, and the mold can be filled when the melt temperature is high. For molds with long processes or small gas channel, increasing the gas injection speed is beneficial to the filling of the melt and can improve the part surface quality. However, if the gas injection speed in gas injection moulding process is too fast, blow-through may occur, and for parts with big gas channel, it may cause flow marks and gas mark on part surface.
4. Prolong time
The prolong time is the time from the injection starting of injection molding machine to the gas injection by the gas-assisted control part, which can be make as a parameter of the "synchronization" of the reverse mapping of the plastic and the gas injection. The prolong time is short, when the melt is still at a higher temperature, the gas injection is obviously better to gas penetration and mold filling, but if the prolong time is too short, the gas is easy to diverge, the hollowing shape is not good and the hollowing rate is also not enough.



Plastic injection mold runner system design points
Jan 9, 2022When designing the gating system, Firstly, we should consider making the plastic melt fill the cavity with core side quickly to reduce pressure and heat loss; secondly, it should be economically...view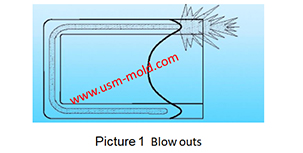
Gas-assisted injection molding product defects and solutions
Apr 28, 2022Common defects and solutions of gas-assisted injection moulding: 1. Gas blows out the melt like in picture 1. Reason: insufficient pre-filled amount. When the plastic part is a locally thickened...view_20250317091113A018.jpg)
The basic points of designing gas-assisted injection molding
Apr 17, 20221. Firstly, considering the suitable wall thickness areas needs to be injected and hollowed out, and then decide how to connect them with the gas channel; 2. The gas channel should be arranged in...view
What is Plastic Injection Mold?
Dec 27, 2021The plastic mold is used for injection molding, it is assembled with cavity, core and side slider together, with ejection system and adjustments to produce plastic products by different shapes and...view
Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view
The T slot of slider and guider designing tips
Dec 18, 20231. The T slot of slot should be designed according to the picture 1, If there is a relatively high slider, the slider T slot is not high enough which will cause the center of gravity to be unstable,...view