 English
English русский
русский

The basic points of designing gas-assisted injection molding
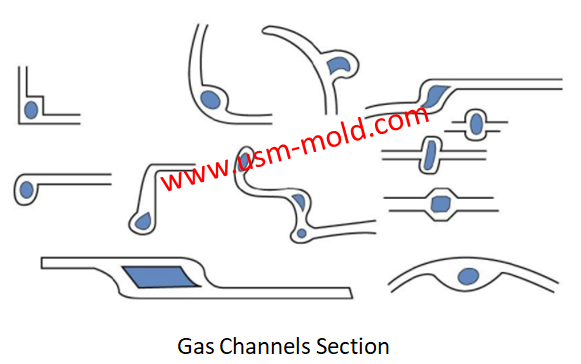
1. Firstly, considering the suitable wall thickness areas needs to be injected and hollowed out, and then decide how to connect them with the gas channel;
2. The gas channel should be arranged in balanced and cannot return back;
3. The layout of the gas channel should be consistent with the main material flow direction, and a larger fillet radius should be used at the corners;
4. The gas nozzle should be placed at the farthest place from the last filling place of the plastic, and placed at the wall thickness area, keeping a distance of more than 20mm from the gate;
5. When the gas is injected, it must be a clear flow direction and it can go to the end of the gas channel;
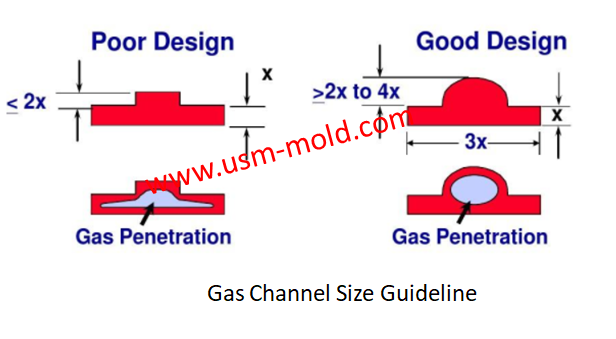
6. The size of the gas channel is very important, generally 2~4 times than the wall thickness, if the gas channel is too big will cause welding line and air trapping, and if gas channel is too small will cause the gas flow out of control;
7. The cooling should be as even as possible, and the temperature difference between the inner and outer part should be as small as possible, then make a block in half diameter gate area to control the gas flow speed in different directions.

_20250310164515A048.webp "Voice Operated Switch Mold")


Plastic injection mold heating
Feb 16, 2022When the plastic injection molding process requires the mold temperature to be above 80°C, a temperature adjustment system with heating function must be provided in the mold. In addition,...view
Banana gate of plastic injection mold runner system design
Feb 7, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view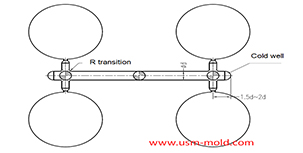
Key points of plastic injection mold runner system
Jan 12, 2022The sub-runner is a transitional channel between the main runner and the gate, as the sub-runner is the longgest part of gating system, so it is very important to enhance the parts quality and improve...view
What is Called Draft Angle?
Dec 29, 2021The draft angle is also called demold angle and angle which is used for product removal from the mold and designed on the parting surface, the angle is called draft angle which shows in picture 1....view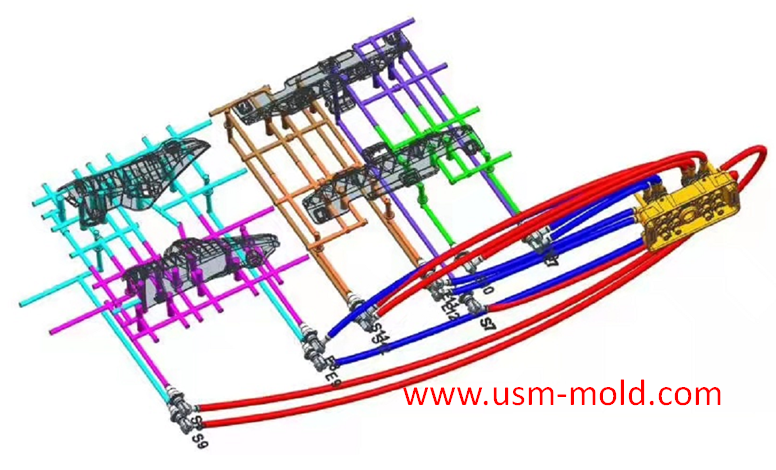
Temperature system of injection mold
Feb 8, 2022Hi everyone,the mold cooling time is the longest during injection, so the design of mold temperature system controlling is very important, we will talk about mold cooling, heating system in following...view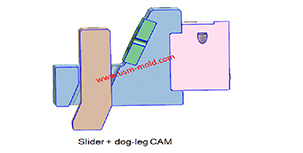
Classification of side parting and core pulling mechanism
Jul 17, 2022According to the structural characteristics of plastic moulding, the side core-pulling mechanisms are divided into the following six categories: 1. The side core-pulling mechanism of "slider + guide...view