 English
English русский
русский

Plastic injection mold cooling system design notice
Design notice of designing the cooling system:
1. Normal molds can be quickly cooled to obtain a shorter molding cycle, and precision molds can be slowly cooled with a mold temperature thermometer;
2. Using less sealing ring when design the cooling gate system, and the water pipe is better to be two-way straight, which is convenient for repairing when it is blocked. Note that the seals and faucet pipes are prone to water leakage and water seepage, and the dimensional tolerances of the sealing grooves should meet the requirements;
3. When using PE or other materials, because of the big molding shrinkage, the cooling gate should be arranged along the shrinking direction to make the plastic parts not easy to deform. The water channels are arranged longitudinally according to the arrangement direction of the cavity and core;
4. When the mold has only one water inlet and one water outlet, the cooling pipes should be connected in series, if parallel connection is used, the flow resistance of each circuit is different, and it is difficult to form the same cooling conditions. When parallel connection is required, a water volume adjustment device, flow meter and flow meter should be installed in each loop;
5. If the cooling effect is not good and the structure is restricted by the shape of the structure, in order to improve the cooling effect, consider choosing a material or structure with good thermal conductivity, such as beryllium copper, copper alloy, or a thermal conductive rod structure. The cavity, the core, inserts, and sliders must be cooled by every means if neccessary;
.jpg)
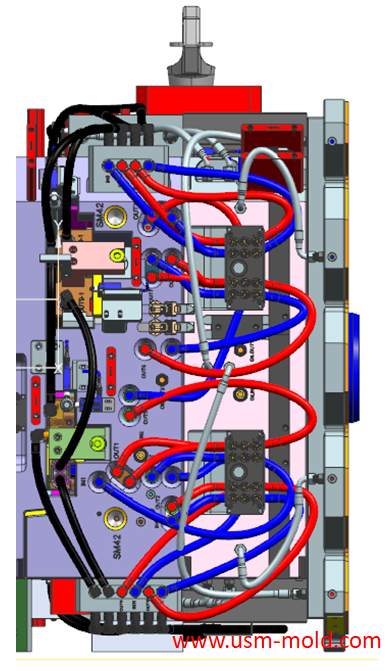
6. The inlet pipe joint area is marked with red, and the outlet pipe joint is marked with blue;
7. In the position near the cooling water inlet and outlet of the cavity with core side, mark the entry "IN" and the exit "OUT" in English; and mark the water gate accordingly.



The principle of mold temperature balance in plastic mold cooling system design
Feb 21, 2022The principle of mold temperature balance: 1. Due to the complexity of the plastic parts and mold structure, it is difficult to make the temperature of the mold completely consistent, but should be...view
Side gate of plastic injection mold runner system design
Jan 23, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view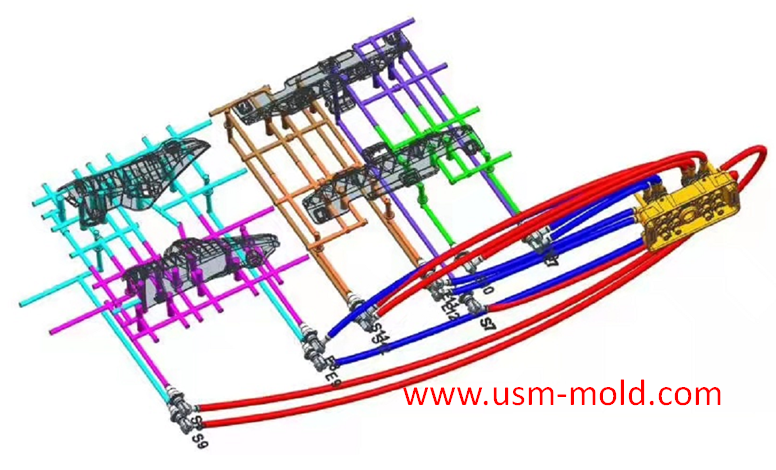
Temperature system of injection mold
Feb 8, 2022Hi everyone,the mold cooling time is the longest during injection, so the design of mold temperature system controlling is very important, we will talk about mold cooling, heating system in following...view
Venting of parting surface
Mar 7, 2022The exhaust slot on the parting surface is easy to clean and processing, also not easy to be blocked, and has a good exhaust effect, it is the main area where the gas is exhausted, so the exhaust from...view
Classification of side parting and core pulling mechanism
Jul 17, 2022According to the structural characteristics of plastic moulding, the side core-pulling mechanisms are divided into the following six categories: 1. The side core-pulling mechanism of "slider + guide...view
Plastic part ribs desigining
Jan 4, 2022The ribs function: The role of ribs is to improve the strength and rigidity of the plastic parts, prevent the plastic parts from being distorted and deformed, and will not cause the appearance of the...view