 English
English русский
русский

The main reasons for air trapping of plastic injecton mold
During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized.
The mechanism of air trapped scorching is that when the air in the mold cavity is extruded by the molten plastic flowing into the cavity, the air will heat due to being compressed if it is in a sealing state without an outlet, and then it leads to combustion and burns.
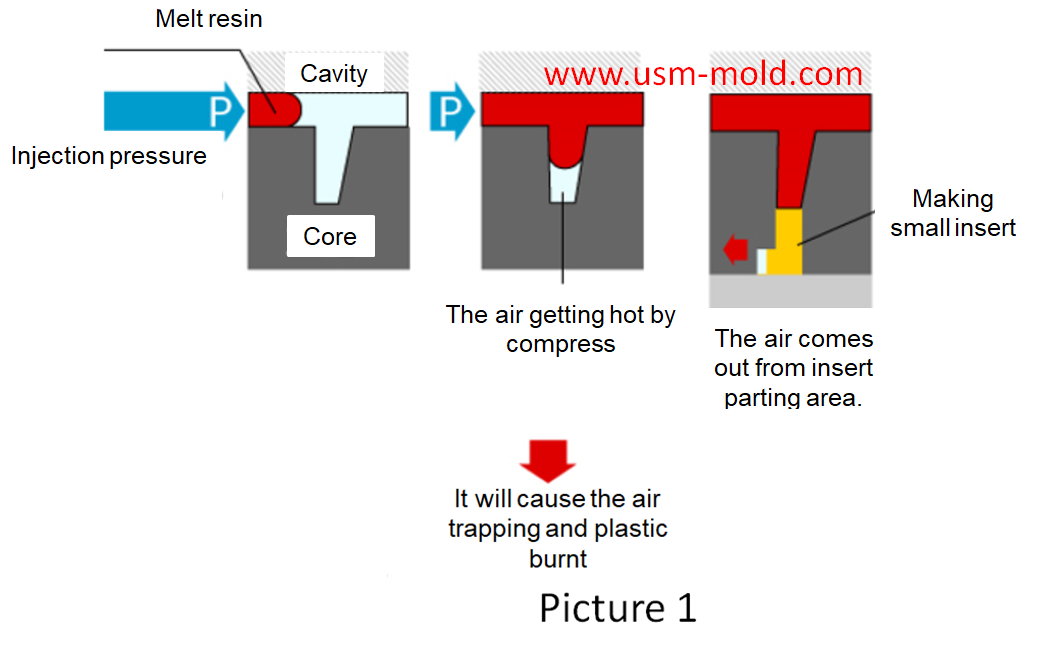
Since the air is a kind of gas, it can be compressed, but it generates heat when compressed, it is like when we use a pump to inflate our bike tires, the pump gets hot.
The compression of the residual air in the cavity usually occurs in a short time of about 0.1 to 0.5 seconds, because it is compressed under a high pressure of 200 to 500 kgf per square centimeter, it is easy to heat up to the ignition point of the plastic (as shown in picture 1).
Therefore, for some slight ribs, pillars and other product features in the gas injection mold, it is necessary to make venting slot to let the gas in the mold which can be discharged to the outside of the cavity.




Pin-point gate of plastic injection mold runner system design
Jan 24, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view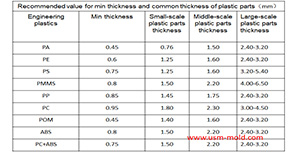
Design principles for wall thickness of plastic products
Jan 3, 2022The principles of wall thickness design for plastic parts are as follows: 1. Making the wall thickness even is the first principle of plastic part design, it can make filling, cooling and shrinking...view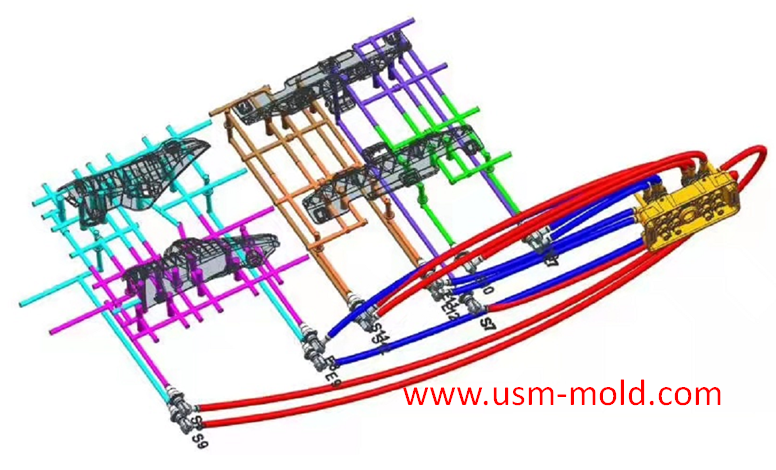
Temperature system of injection mold
Feb 8, 2022Hi everyone,the mold cooling time is the longest during injection, so the design of mold temperature system controlling is very important, we will talk about mold cooling, heating system in following...view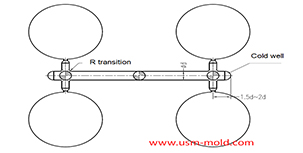
Key points of plastic injection mold runner system
Jan 12, 2022The sub-runner is a transitional channel between the main runner and the gate, as the sub-runner is the longgest part of gating system, so it is very important to enhance the parts quality and improve...view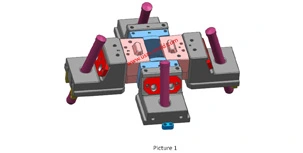
Slider designing tips 2
Nov 22, 20239. The molding parting surface of the slider molding should be made as a shut-off surface as possible, and the width of the shut-off part should be at least 8mm, and do not make a shut-off surface;...view
Plastic molding shrinkage rate
Dec 30, 2021Plastic parts getting smaller by shrink, due to the temperature decrease during the molding process, and the shrinkage is expressed by the shrinkage rate, it is common plastic shrinkage rates are...view