 English
English русский
русский

Slider designing tips 2
9. The molding parting surface of the slider molding should be made as a shut-off surface as possible, and the width of the shut-off part should be at least 8mm, and do not make a shut-off surface;
10. When using the center guide slider, we should follow the company standard "slide center guide slider design" strictly;
11. When the mold is closed, if there is a risk of interference between the slider and other parts, the reset mechanism must be done first;
12. The core-pulling distance of the slider must be bigger than the actual core-pulling distance of the product by 3-5mm;
13. The large slider should be avoided to be set in the direction of the top side of the mold as far as possible; if it is unavoidable, it should be driven by an hydralic cylinder, and a stroke switch should be installed to cooperate with it;
14. When the cylinder core-pulling device is not used for the slider on the day side, the strength of the slider limit device must be checked to ensure that the weight of the slider does not exceed 2/3 of the strength of the limit device to prevent accidents;
15. When the slider is set on the ground side, the spring can be cancelled, but at the same time, a reliable stop should be designed to prevent the slider from falling off due to its own weight;
16. The same material cannot be used if there is frictional movement between the parts or the requirements of the insertion.



Plastic injection mold cooling system design notice
Feb 14, 2022Design notice of designing the cooling system: 1. Normal molds can be quickly cooled to obtain a shorter molding cycle, and precision molds can be slowly cooled with a mold temperature thermometer; 2....view
Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view
Key points of gas-assisted injection molding process
Apr 20, 2022Gas injection parameters The gas-assisted control part is a device that controls the gas pressure in each stage, the gas-assisted parameters have only two values: gas injection time (seconds) and gas...view
Venting system of plastic injection mold introduction
Feb 27, 2022Hello everyone, thanks for attention. We’ve discussed about the temperature control system earlier, now we are going to talk about the mold venting information in following 11 articles, from the...view
Plastic injection mold heating
Feb 16, 2022When the plastic injection molding process requires the mold temperature to be above 80°C, a temperature adjustment system with heating function must be provided in the mold. In addition,...view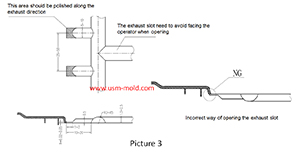
Design standard of exhaust slot
Mar 3, 2022The exhaust system should ensure that the gas in the cavity is smoothly discharged, and also prevent the material from entering and exhausting channels from causing flashing of the product or blockage...view