 English
English русский
русский

Limitations of gas-assisted injection molding technology
Gas-assisted injection molding technology has obvious advantages in thick wall thickness and pipe parts, but this technology still has many limitations, which are mainly reflected in the following aspects:
.png)
1. Comparing with traditional injection molding, the injection parameters of gas-assisted injection molding are doubled, and the sensitivity of parts to process parameters is improved, therefore, in the molding process, the precise control of various process parameters has a slight error, then the part quality and the stability of the production process will be affected.
2. When the gas channel structure design and mold design of the gas injection mold part are unreasonable, or the operation of the gas-assisted equipment is incorrect, it will cause issues such as poor gas channel and blockage of the needle and so on, it will lead to unstable production or lower productivity.
.png)
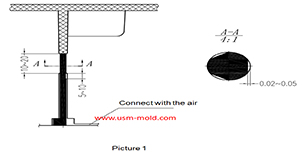
3. Gas-assisted injection molding requires a special gas-assisted equipment and molds, use purified nitrogen, or modify the nozzle of the injection machine, or open a gas channell in the mold and add a gas needle to guide the gas into the mold cavity and core, sometimes in the mold pressure and temperature sensors are placed in the cavity to improve control accuracy, so the initial investment cost is relatively high.
4. Higher quality requirements for operators and engineers, traditional injection molding experience cannot solve the process defects of gas-assisted parts, engineers must use CAE software to perform simulation analysis before designing in order to determine a reasonable design plan and various process parameters to reduce repeated mold trial and modification cost.


_20250310164515A048.webp "Voice Operated Switch Mold")
Insert pin of vengting design for molded parts
Mar 20, 2022Insert pin of venting: It is difficult to make exhaust slot when end runner is not in parting surface during injection, and there is no matching gap available, but we could make the venting pin at end...view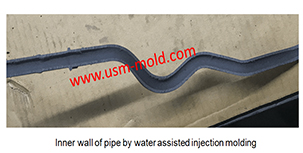
Comparison of water-assisted and gas-assisted injection molding
May 19, 2022Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid...view
Slider designing tips 1
Aug 3, 20221. After the slider core pulls out, the length of staying in the guide pin slot should not be less than 2/3 of the total length of the slider, for special cases, the slider slot can be partially...view
Reasons for making the exhaust system of the injection mold
Feb 28, 2022The gas in the injection mold includes not only the air in the cavity, but also the air in the gate and the decomposition gas generated by the plastic melt, and the steam which caused by plastic in...view
The design principle of the exhaust slot
Mar 6, 2022The exhaust system of plastic molds is also very important, if the product has air trapping or exhaust system is not suitable will have a big impact on injection molding production and product...view
Plastic injection mold heating
Feb 16, 2022When the plastic injection molding process requires the mold temperature to be above 80°C, a temperature adjustment system with heating function must be provided in the mold. In addition,...view