 English
English русский
русский

Vacuum venting mold design for plastic molded parts
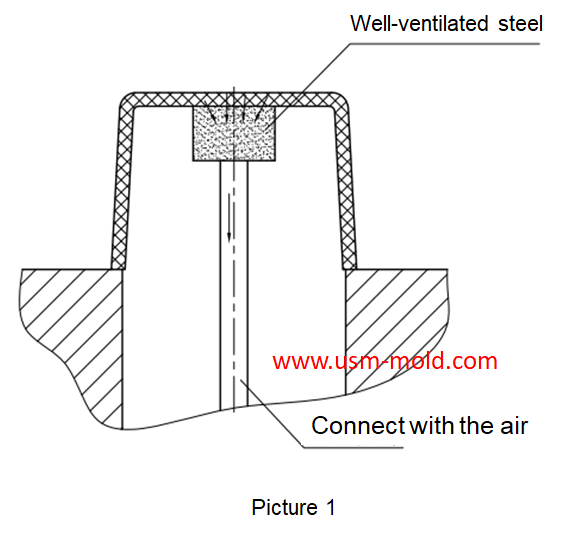
There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm machine and radiotube, the mold design and manufacturing way will be different comparing with the regular mold;
Vacuum injection molding can reduce the injection pressure, and the low injection pressure can ensure a small residual stress of injection molding, and make less part deformation and warpage. After vacuuming, the cavity is in a vacuum state, with the filling of the melt, there is no other gas source except that the melt itself decomposes and may generate gas, controlling the material temperature and filling speed can improve air trapping issue.
The vacuum mold has the following advantages:
1. Improve the filling effect of the product, eliminate the influence of air on the molding, and fundamentally solve the poor venting issue;
2. The vacuum cavity of the mold is easy to fill, reducing the injection pressure and the back pressure of the injection molding machine;
3. Increasing the injection speed, reduce the molding cycle and improve the production efficiency;
4. Improve the welding line of the product and quality;
5. Eliminate the product defects, burning and bubbles.
For the precision, thin-walled, large flat parts or complex plastic parts, we should eliminate the air effects for injection, otherwise the part quality is unstable, unfull filling, the big injection pressure will cause the deformation and poor surface.
When making vacumm injection molding is used, the surface of the plastic part is smoother and the molding quality is better. Therefore, the application prospect of vacuum injection mold is very common. For example, the smart phones requires products with thin walls, and some parts add glass fiber to increase strength. Generally, what cannot be achieved by conventional injection molding equipment and processes must be produced by high-speed injection molding machines, and the injection molding process must also be adjusted accordingly, and high-speed and high-pressure injection must be used. This brings a great challenge to the exhaust of the mold in a short time. So many molds must be supplemented by vacuuming to complete. Injection molding is a complex process, and many factors must be considered in order to produce high-quality, stylish and high qualiy products.

_20250310164515A048.webp "Plastic Switch Mould")
Slider of side core pulling mechanisum assembling
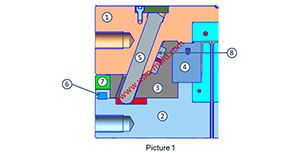
Jul 21, 2022The picture 1 shows a typical guide pin driven slider parting and core-pulling mechanism, we will talk about the composition and function of the lateral core-pulling mechanism. 1. Lateral forming...view
The air trapping position in cavity and exhaust method
Mar 2, 2022The air trapping in cavity is usually in the following places: 1. Thin-wall structure cavity, the end of melt flow; 2. The junction of two or more melts; 3. The last area where the melt in the cavity...view
Plastic injection mold cooling system design notice
Feb 14, 2022Design notice of designing the cooling system: 1. Normal molds can be quickly cooled to obtain a shorter molding cycle, and precision molds can be slowly cooled with a mold temperature thermometer; 2....view
Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view
Key points of plastic injection mold runner system
Jan 12, 2022The sub-runner is a transitional channel between the main runner and the gate, as the sub-runner is the longgest part of gating system, so it is very important to enhance the parts quality and improve...view
Slider designing tips 1
Aug 3, 20221. After the slider core pulls out, the length of staying in the guide pin slot should not be less than 2/3 of the total length of the slider, for special cases, the slider slot can be partially...view