 English
English русский
русский

Plastic injection mold heating
When the plastic injection molding process requires the mold temperature to be above 80°C, a temperature adjustment system with heating function must be provided in the mold. In addition, thermoplastic injection molding often needs to heat the mold before molding in the cold winter, because if the weather is too cold, the molten plastic has solidified before being injected into the mold and cannot fill the entire cavity. Thermosetting molds also need heating, heat retention, and pressure retention during the molding process to solidify the raw materials, the mold processing bakelite and the dry press mold for processing Gabu epoxy resin do not have a gating system aggregate, but they need to be heated.
The heating methods of the mold include: hot water, hot oil, steam, resistance heating pipe, etc.
Water and oil heating method:
The hot water, hot oil, and steam is also used to heat the mold through the cooling channel in the mold, the mold structure and design principles are exactly the same as the cooling water channel, the use of hot water and hot oil to heat the mold requires supporting equipment, a mold temperature controller, which is widely used in injection molds, and its main functions are as follows:
1. Improving the molding efficiency of plastic parts;
2. Reducing the production of defective products;
3. Improving the appearance quality and reduce the defective of plastic parts;
4. Increasing the production speed, reduce energy consumption and save energy.
There are two types of mold temperature controllers: water and oil mold temperature controllers (see picture 1 and picture 2).
Features of water temperature controller:
1. The operating temperature range is 40-180℃, accurate to ±1℃;
2. Simple computer touch control operation;
3. Automatic venting;
4. There are display of outlet water and return water temperature;
5. Stainless steel pipes to reduce pipe resistance and rust;
6. The failure is displayed, and the maintenance does not require professionals.
Features of oil temperature controller:
1. The temperature controller adopts touch-type internal storage, automatic calculation, accurate and reliable, and can be controlled within ±2℃, saving more than 35% of electricity;
2. Two sets of electric heating pipes can be used individually or together;
3. The heating and cooling time is fast, and the temperature is stable;
4. The electric heating pipe is made of stainless steel;
5. Perfect safety protection and failure indication system;
6. Imported high-grade components are used, and long service life;
7. Easy to operate and maintain.

water temperature controller
.png)
oil temperature controller



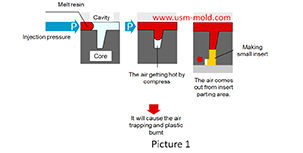
The main reasons for air trapping of plastic injecton mold
Mar 1, 2022During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized. The mechanism of air...view
The air trapping position in cavity and exhaust method
Mar 2, 2022The air trapping in cavity is usually in the following places: 1. Thin-wall structure cavity, the end of melt flow; 2. The junction of two or more melts; 3. The last area where the melt in the cavity...view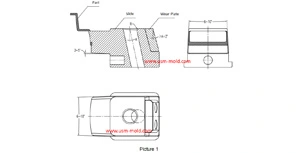
Slider angle designing tips
Dec 4, 20231. Normally, all the insertion slopes of the slider are not allowed to be less than 3° to prevent excessive self-locking force and scratched; 2. The angle of the locking surface must be bigger than...view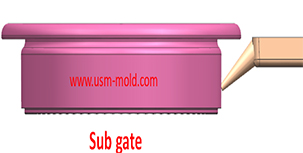
The sub gate of the plastic injection mold runner system
Jan 26, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view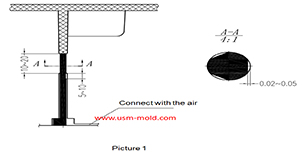
Insert pin of vengting design for molded parts
Mar 20, 2022Insert pin of venting: It is difficult to make exhaust slot when end runner is not in parting surface during injection, and there is no matching gap available, but we could make the venting pin at end...view
Direct gate of plastic injection mold runner system design
Jan 19, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view