 English
English русский
русский

Vacuum venting mold design for plastic molded parts
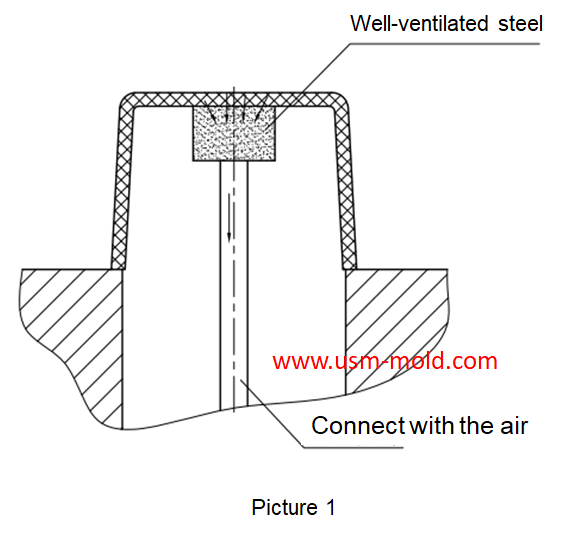
There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm machine and radiotube, the mold design and manufacturing way will be different comparing with the regular mold;
Vacuum injection molding can reduce the injection pressure, and the low injection pressure can ensure a small residual stress of injection molding, and make less part deformation and warpage. After vacuuming, the cavity is in a vacuum state, with the filling of the melt, there is no other gas source except that the melt itself decomposes and may generate gas, controlling the material temperature and filling speed can improve air trapping issue.
The vacuum mold has the following advantages:
1. Improve the filling effect of the product, eliminate the influence of air on the molding, and fundamentally solve the poor venting issue;
2. The vacuum cavity of the mold is easy to fill, reducing the injection pressure and the back pressure of the injection molding machine;
3. Increasing the injection speed, reduce the molding cycle and improve the production efficiency;
4. Improve the welding line of the product and quality;
5. Eliminate the product defects, burning and bubbles.
For the precision, thin-walled, large flat parts or complex plastic parts, we should eliminate the air effects for injection, otherwise the part quality is unstable, unfull filling, the big injection pressure will cause the deformation and poor surface.
When making vacumm injection molding is used, the surface of the plastic part is smoother and the molding quality is better. Therefore, the application prospect of vacuum injection mold is very common. For example, the smart phones requires products with thin walls, and some parts add glass fiber to increase strength. Generally, what cannot be achieved by conventional injection molding equipment and processes must be produced by high-speed injection molding machines, and the injection molding process must also be adjusted accordingly, and high-speed and high-pressure injection must be used. This brings a great challenge to the exhaust of the mold in a short time. So many molds must be supplemented by vacuuming to complete. Injection molding is a complex process, and many factors must be considered in order to produce high-quality, stylish and high qualiy products.




USM Blogo Opening
Oct 27, 2021Hello everyone! Our blog is open today, it is very glad to have the opportunity to meet you here, welcome to visit us whenever you need. USM is a professional plastic injection mold and molding...view
Design standard of exhaust slot
Mar 3, 2022The exhaust system should ensure that the gas in the cavity is smoothly discharged, and also prevent the material from entering and exhausting channels from causing flashing of the product or blockage...view
Controling method of plastic injection mold temperature
Feb 15, 2022Except for heat radiation and heat convection from the mold, most of the heat bring into the mold by the plastic needs to be taken out of the mold by the circulating heat transfer medium by heat...view
Classification of side parting and core pulling mechanism
Jul 17, 2022According to the structural characteristics of plastic moulding, the side core-pulling mechanisms are divided into the following six categories: 1. The side core-pulling mechanism of "slider + guide...view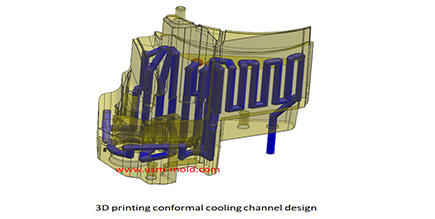
Design principle of plastic injection mold cooling system
Feb 13, 2022Design principle of cooling system In order to improve the efficiency of the cooling system and make the cavity surface temperature distribution even, the following principles should be followed in...view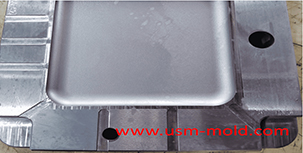
Venting system of plastic injection mold introduction
Feb 27, 2022Hello everyone, thanks for attention. We’ve discussed about the temperature control system earlier, now we are going to talk about the mold venting information in following 11 articles, from the...view