 English
English русский
русский

The sub gate of the plastic injection mold runner system
In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among them, the side gate is divided into tab gate, ear protection gate, fan gate, thin gate and so on, the sub gate is divided into sub gate, banana gate, downturning gate and so on.

Picture 1a
According to the production automation, it is divided into manual removal and automatic removal, the side gate and direct gate are need to be manually removed after production,but the sub gate and pin-point gate and valve gate of hot runner are automatic removed.
Sub gate: The sub gate is evolved from pin-point gate and has a similar characteristic as pin-point gate, the difference is that the sub gate in one side of parting surface and enters the cavity in an oblique direction. Opening the mold elbow can automatically pull off the gate, and the gate position can be set on the side, end and back of the plastic part, so that there is no gate mark on the outer surface of the plastic part (as shown in picture 1ab), the structure of the same elbow mold can be simplified to a single parting surface structure.
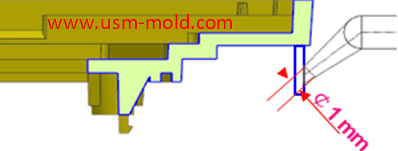
Picture 1b
Advantages:
1. The gate can be cut off automatically, eliminating the need for subsequent processing and realizing automatic production;
2. The gate position selection is big, it can be set freely on the outside or inside of the part;
3. The gate is small, which has little effect on the appearance of the product, and some sub gates are hard to see with the eyes;
4. The mold structure can be simplified, for some products with high appearance requirements, we must make a three-plate mold to realize it if we use the pin-point gate, but it only two-plate mold is needed if changing to sub gate, which reduces the mold structure complexity greatly, it also reduces the mold thickness and save the mold cost.

Disadvantages:
1. Pressure loss too much, it ususall in the range of Ø0.8~2.0mm due to the sub gate is relatively small, a large part of the pressure will be lost when the plastic pass through the small gate;
2. The processing is more complicated, this kind of small gate generally needs to place the mold core into a vertical angle to follow the gate, and then use EDM to make process(as shown in picture 2);



The main design points of the design of the plastic mold pouring system
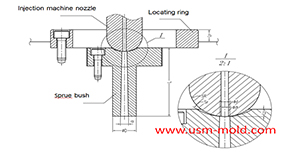
Jan 11, 2022The main runner is the part where the molten plastic first passes when it is sprayed from the injection nozzle, and it is coaxial with the injection nozzle, because of repeated contact and collision...view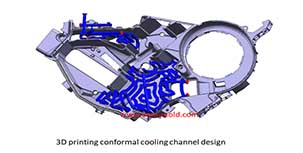
Controling method of plastic injection mold temperature
Feb 15, 2022Except for heat radiation and heat convection from the mold, most of the heat bring into the mold by the plastic needs to be taken out of the mold by the circulating heat transfer medium by heat...view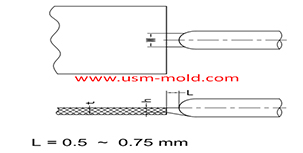
Plastic injection mold runner system design
Jan 16, 2022The gate is the connecting part between the runner and the cavity, and is also the end part of the injection mold gating system, the molten plastic enters the cavity and core side through the gate...view
What is Ejection Molding?
Dec 28, 2021The process to get injection molded products is called injection molding, or called injection. Injection molding is an important method in polymer molding processing, it is characterized by a short...view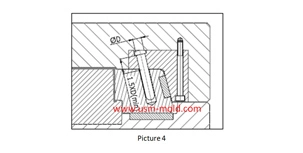
The common fixing method of angle pin
May 10, 2024The angle pin is a common part of the drive slider, and the fixing and installation methods as following: 1. Pass through the mold plate directly and press the angle pin with the top plate to fix it,...view
Reasons for making the exhaust system of the injection mold
Feb 28, 2022The gas in the injection mold includes not only the air in the cavity, but also the air in the gate and the decomposition gas generated by the plastic melt, and the steam which caused by plastic in...view