 English
English русский
русский

What is Called Draft Angle?
The draft angle is also called demold angle and angle which is used for product removal from the mold and designed on the parting surface, the angle is called draft angle which shows in picture 1.
There are 2 common ways to express the draft angle:
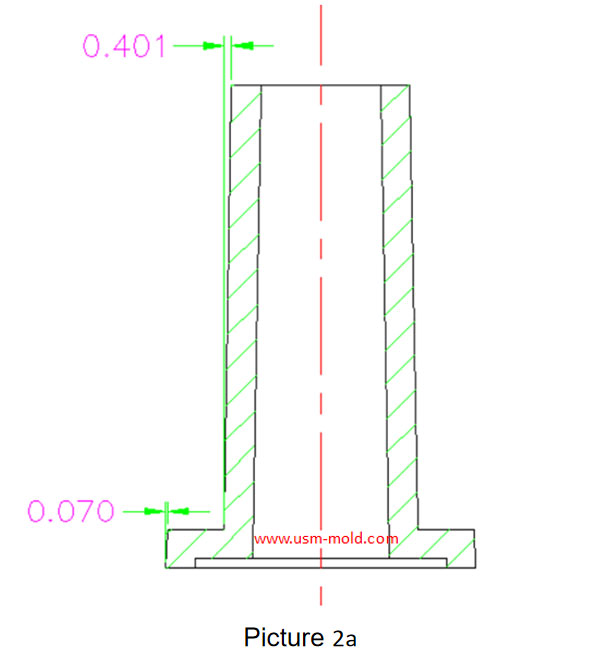
1. To use distance dimension which shows picture 2a, that is the horizontal dimension distance of the draft angle is marked with dimensions, it is normally used for product size higher and strict part dimension, it can help the customer to know the product size directly and clearly;
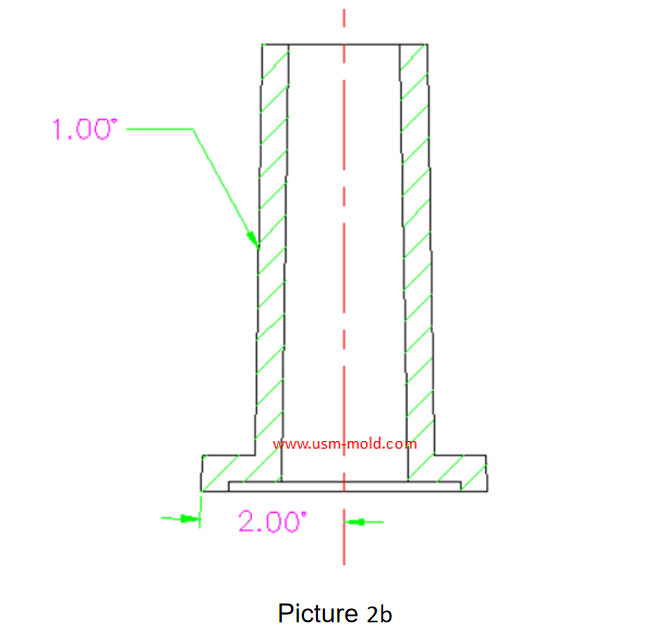
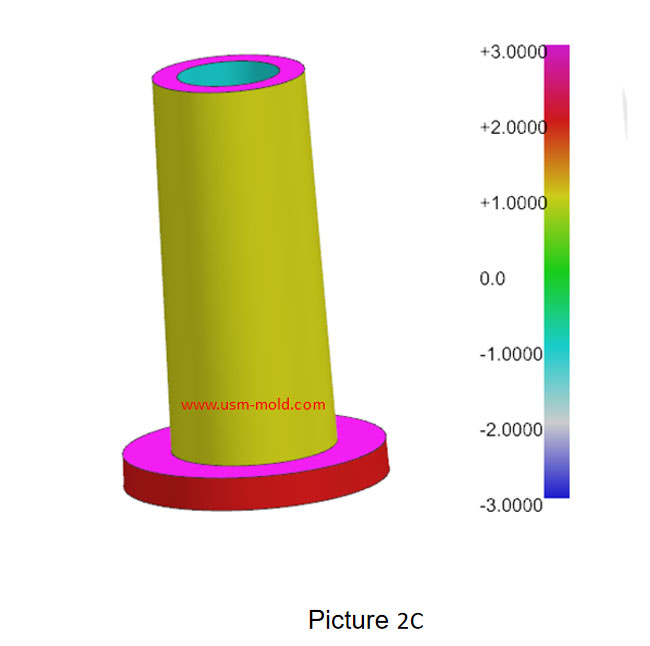
2. To use the angle size which shows picture 2b, that is to remark the draft angle n part surface, and the drat angle will keep the same no matter how long of product size, it is normally used on part surface and ribs, it is the most common way to remark, we also used for analysing the draft angle, but marked in color to express different draft angle which shows in picture 2c.
Factors to determine the draft angle
1. Plastic material type: different plastics will have different strengths and rigidity, and their viscosity will be different, so the draft angle will also be different. The draft angle will be relatively small for rigid PC, PA66+GF30 and other materials, but for weakly rigid PP material, high viscosity POM material, etc., their draft angle is required to be larger;
2. Molding shrinkage: the plastic product has a large tightness to the cavity and core and small adhesion when the shrinkage rate is big, it is necessary to increase the draft angle for the inner surface and reduce the draft angle for the outer surface, but when shrinkage rate is small, the product tightness to the cavity and core is small, and the draft angle is small too;
3. Wall thickness: the tightness is small when the wall thickness is very thin, so the draft angle can be smaller, but the draft angle will be bigger when the thickness is big;
4. Dimension accuracy: the draft angle should be smaller when high dimension accuracy requirements, but for normal dimension accuracy, the draft angle will be bigger;
5. Part surface requirements: The draft angle should be bigger when the part surface is higher, like mirror polishing, the draft angle should be 3 degrees at least, but for texture surface, the draft angle should be made according to the texture number.
What is the effect for the product if not making draft angle?
The part surface will be scratched easily if not making draft angle after demolding, or demolding difficultly.
Who will make the draft angle?
The product designer will design the draft angle when making the part design, but there are some products without any draft angle, USM will do it when making the DFM analysis and give return back to our customers, or assist to design the draft angle if customers needed, and then approved by final customers.
USM specializes in plastic precision injection mold and injection molding with over 16 years of experience, the ability to produce mold at the high international standard, strong engineering and design capability, aggressive lead time and competitive price continues to be the success factor of USM.



Design principles for wall thickness of plastic products
Jan 3, 2022The principles of wall thickness design for plastic parts are as follows: 1. Making the wall thickness even is the first principle of plastic part design, it can make filling, cooling and shrinking...view
Side gate of plastic injection mold runner system design
Jan 23, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view
Limitations of gas-assisted injection molding technology
Apr 25, 2022Gas-assisted injection molding technology has obvious advantages in thick wall thickness and pipe parts, but this technology still has many limitations, which are mainly reflected in the following...view_20250317090912A017.jpg)
Several common process of water-assisted injection molding introduction
May 24, 2022According to the design of the injection molding machine and the casting system, the corresponding melt-returning process of water-assisted injection molding can be roughly divided into two types: the...view
Design principles of plastic injection mold runner system
Jan 6, 20221. Quality first The design of the gating system has a big influence on part quality, firstly the gate should be set at the easiest part of the plastic part to be removed, and at the same time, the...view
Conformal cooing channel of plastic injection mold
Feb 23, 2022The conformal cooling gate is a new type of mold cooling gate based on 3D printing technolog, because of its processing characteristics, the conformal cooling gate can fit the shape of the product...view