 English
English русский
русский

The principle of mold temperature balance in plastic mold cooling system design
The principle of mold temperature balance:
1. Due to the complexity of the plastic parts and mold structure, it is difficult to make the temperature of the mold completely consistent, but should be make the mold temperature as balanced as possible, and there should be no local overheating or overcooling.
2. The high temperature areas in the mold including: near the sprue bushing, near the gate, and near the thick wall of the plastic part, these areas should be cooled.
3. Heating is sometimes required at thin-walled areas.
4. During the cooling process of the mold, due to the phenomenon of thermal expansion and contraction, the plastic part will slightly detach from the fixed mold cavity when the solid shrinks, while the tightening force on the core is getting bigger and biggger, and the plastic part is detaching, the more heat before demolding is transferred to the core, so the core must be focused on cooling.
5. To control the temperature difference of the cooling water at the inlet and outlet of the cooling channel, the temperature difference should be less than or equal to 2°C during precision injection molding, and in general, the temperature difference should be less than or equal to 5°C. the total length of the cooling gate (series length) should not be too long, preferably less than 1.5m, and the length of the dead zone should be as short as possible.
6. The cooling channel must be designed for the stripper in the three-plate mold, t, so that the mold temperature can be stabilized during the production process and the molding cycle can be shortened.
.png)



Slider designing tips 2
Nov 22, 20239. The molding parting surface of the slider molding should be made as a shut-off surface as possible, and the width of the shut-off part should be at least 8mm, and do not make a shut-off surface;...view_20250317091228A019.jpg)
Main application of gas-assisted molding technology
Apr 7, 2022Gas-assisted molding has a particularly obvious effect on the material saving of tubular and rod-shaped plastic parts, such as car handles, seat armrests, window frames, and wood-like furniture, the...view
Design principle of plastic injection mold cooling system
Feb 13, 2022Design principle of cooling system In order to improve the efficiency of the cooling system and make the cavity surface temperature distribution even, the following principles should be followed in...view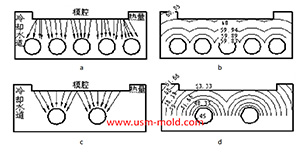
Factors affecting the cooling rate of parts by injection molding
Feb 9, 2022It should be shaped by cooling to get stable plastic part after plastic filling the cavity and core side, so most injection molds need to be equipped with cooling devices to make the mold temperature...view
USM Blogo Opening
Oct 27, 2021Hello everyone! Our blog is open today, it is very glad to have the opportunity to meet you here, welcome to visit us whenever you need. USM is a professional plastic injection mold and molding...view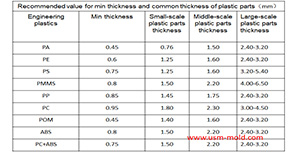
Design principles for wall thickness of plastic products
Jan 3, 2022The principles of wall thickness design for plastic parts are as follows: 1. Making the wall thickness even is the first principle of plastic part design, it can make filling, cooling and shrinking...view