 English
English русский
русский

Main application of gas-assisted molding technology

Gas-assisted molding has a particularly obvious effect on the material saving of tubular and rod-shaped plastic parts, such as car handles, seat armrests, window frames, and wood-like furniture, the material saving rate of this kind of parts can be reached in 20%-40%. For large flat parts, such as door panels, refrigerator trays, automotive interior and exterior parts, gas-assisted reinforcing ribs can be used to eliminate the warping deformation of the flat parts due to residual stress and improve the strength of the parts. Home appliances are the largest application field of gas-assisted technology., for large-screen color TVs and TV brackets over 64cm, more than 90% of them use gas-assisted molding technology, with the increasing market demand for large-screen color TVs and cars, and the popularization of home computers, gas-assisted molding technology will obtain immeasurable economic benefits in the application of household appliances. From the perspective of the trend of replacing steel with plastic, the automobile, furniture, construction, and instrumentation industries will also compete to use gas-assisted molding technology in order to save materials, improve product quality, and participate in the competition in the international market. The promotion and application of gas-assisted molding technology has pushed the plastics processing industry to a new stage of development.
_20250310164515A048.webp "Voice Operated Switch Mold")

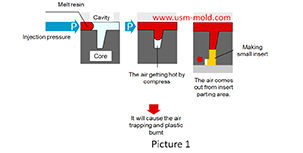
The main reasons for air trapping of plastic injecton mold
Mar 1, 2022During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized. The mechanism of air...view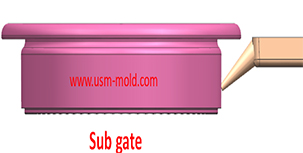
The sub gate of the plastic injection mold runner system
Jan 26, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view
Side gate of plastic injection mold runner system design
Jan 23, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view
Different treatment of plastic injection mold cooling system principles
Feb 22, 2022Different treatment principle: 1. The mold temperature is different according to the different plastics, when the plastic requires the molding temperature of the mold to be ≥80°C, the mold must be...view
Design Tips of Vacuum Venting Mold
Mar 30, 2022There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm...view
Direct gate of plastic injection mold runner system design
Jan 19, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view