 English
English русский
русский

Factors affecting the cooling rate of parts by injection molding
It should be shaped by cooling to get stable plastic part after plastic filling the cavity and core side, so most injection molds need to be equipped with cooling devices to make the mold temperature meet the requirements of the molding process. For plastics with high viscosity and poor fluidity, it is necessary to increase the heating temperature and add heating devices in case of difficult molding, due to the low mold temperature.
Importance of mold temperature control system
The mold temperature control and adjustment system affects the quality directly, molding and production efficiency of the part. If the surface temperature of the cavity and core is too high, it is easy to cause flash at the clamping part, and the wall thickness of the plastic part is easy to shrink; if the cavity temperature is too low, it is easy to have defects such as poor filling and insufficient strength at the weld line of the plastic part. If the surface temperature of the cavity and core is uneven, and the temperature difference is large, internal stress will be generated in the molded plastic part, resulting in warpage and deformation after molding, so the mold temperature control system is as important as the gating system, and it is also one of the key to mold design, the design of mold temperature control system should be very careful.
Whether the mold temperature is reasonable is related to the dimensional accuracy, appearance and internal quality of the molded plastic parts, as well as the production efficiency of the plastic parts, so it is an important job in the mold design. Different types of plastics have different temperature requirements for the mold, the general requirement is to make the mold temperature meet the requirements of the process conditions suitable for product molding, and the temperature control system can be adjusted to make the temperature on each part of the mold cavity and core basically the same, the mold temperature should be balanced and consistent in each molding cycle during production process for a long time.
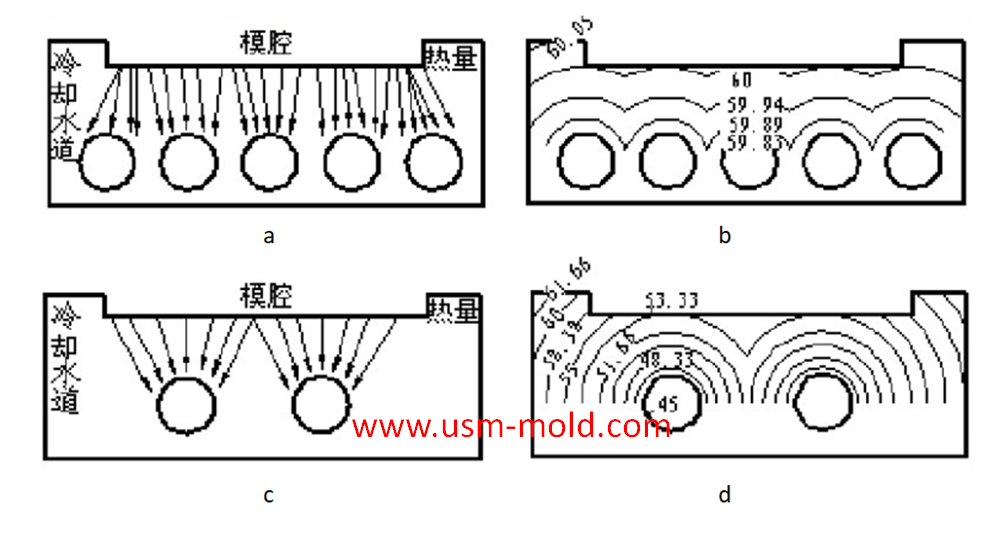
The influence of the cooling water gate of the mold temperature control system on the surface temperature of cavity and core side, the surface temperature of the cavity is relatively uneven and the change of 60~60.05 ℃ when 5 bigger cooling gate are used, it shows in following picture a and b, as shown in following picture C and d, the big temperature difference will cause uneven shrinkage, resulting in warpage and deformation.
The role of mold temperature control system
1. Improve molding performance and shorten molding cycle;
2. Stable part dimensional accuracy and prevent deformation;
3. Eliminate appearance defects and improve the surface quality of plastic parts;
4. Improve the mechanical and physical properties of the product.



Parting surface venting of runner system
Mar 10, 2022There are a large amount of gas in the main and sub channel, these gas are discharged through the pull rod (push rod) during injection processing, a part of gas come out from exhaust slot on parting...view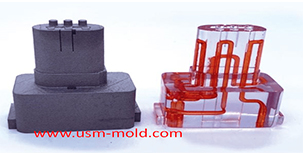
Conformal cooing channel of plastic injection mold
Feb 23, 2022The conformal cooling gate is a new type of mold cooling gate based on 3D printing technolog, because of its processing characteristics, the conformal cooling gate can fit the shape of the product...view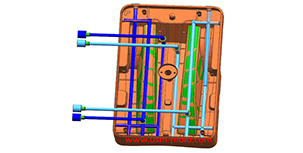
The principle of mold temperature balance in plastic mold cooling system design
Feb 21, 2022The principle of mold temperature balance: 1. Due to the complexity of the plastic parts and mold structure, it is difficult to make the temperature of the mold completely consistent, but should be...view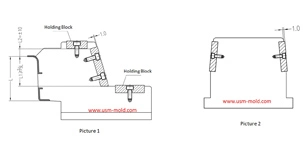
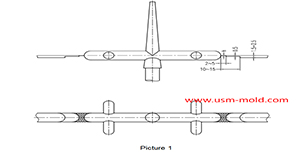
The design requirements of slider wear plate
Jan 2, 20241. The wear plate of slider requires hardening treatment, with a hardness of 45-48HRC; 2. The friction surface of the wear plate is required to be 1.0mm higher than the slider surface (see picture-1);...view_20250317091228A019.jpg)
Main application of gas-assisted molding technology
Apr 7, 2022Gas-assisted molding has a particularly obvious effect on the material saving of tubular and rod-shaped plastic parts, such as car handles, seat armrests, window frames, and wood-like furniture, the...view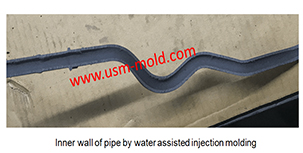
Comparison of water-assisted and gas-assisted injection molding
May 19, 2022Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid...view