 English
English русский
русский

Banana gate of plastic injection mold runner system design
In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among them, the side gate is divided into tab gate, ear protection gate, fan gate, thin gate and so on, the sub gate is divided into sub gate, banana gate, downturning gate and so on.
According to the production automation, it is divided into manual removal and automatic removal, the side gate and direct gate need to be manually removed after production, but the sub gate pin-point gate, and valve gate of the hot runner are automatically removed.
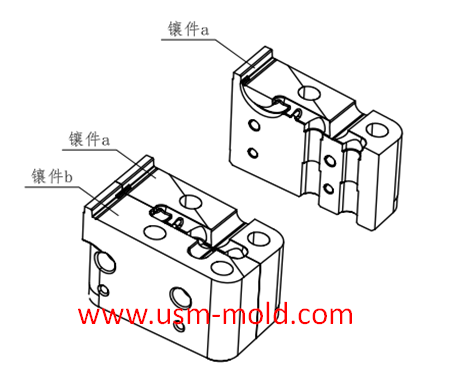
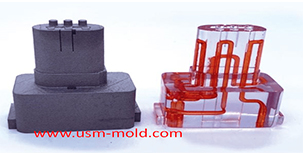
Banana gate: the banana gate is evolved from the sub gate (as shown in picture 1) because it is shaped like the horn of a cow, it is also commonly known as the sub gate, it has a similar hold to the sub gate, the difference is that the processing of the banana gate is more complicated, and it is generally necessary to make a gate insert (as shown in picture 2), the opening of the mold elbow can automatically pull off the gate and the gate position, and also the banana gate can only enter the core, and cannot be made on the side of the product like a sub gate.

Advantage:
1. Made by a professional injection molding supplier, the gate can be cut off automatically, eliminating the secondary processing and realizing automated production;
2. The position of the gate is big, and the position of the gate can be set freely on the outside or inside of the product;
3. The gate is small, which has little effect on the appearance of the product, and some sub-gates are hard to see with eyes;
4. The mold structure can be simplified, for some products with high appearance requirements, if you use the pin-point gate, we must use a three-plate mold to realize it, but we only need to make a two-plate mold if changing to sub gate which can reduce the complexity of the mold structure, but also reduces the mold thickness and saving mold cost.
Disadvantage:
1. Large pressure loss, because the sub gate is generally relatively small, usually in the range of Ø0.8~2.0mm, when the plastic passes through the small gate, a large part of the pressure will be lost;
2. The processing is more complicated, such small gates generally need to make gate inserts;



Conformal cooing channel of plastic injection mold
Feb 23, 2022The conformal cooling gate is a new type of mold cooling gate based on 3D printing technolog, because of its processing characteristics, the conformal cooling gate can fit the shape of the product...view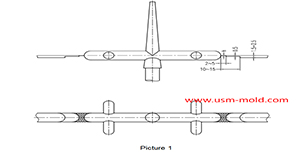
Parting surface venting of runner system
Mar 10, 2022There are a large amount of gas in the main and sub channel, these gas are discharged through the pull rod (push rod) during injection processing, a part of gas come out from exhaust slot on parting...view
Banana gate of plastic injection mold runner system design
Feb 7, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view
Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view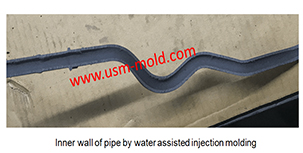
Comparison of water-assisted and gas-assisted injection molding
May 19, 2022Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid...view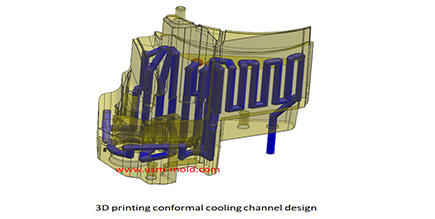
Design principle of plastic injection mold cooling system
Feb 13, 2022Design principle of cooling system In order to improve the efficiency of the cooling system and make the cavity surface temperature distribution even, the following principles should be followed in...view