 English
English русский
русский

Pin-point gate of plastic injection mold runner system design
In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among them, the side gate is divided into tab gate, ear protection gate, fan gate, thin gate and so on, the sub gate is divided into sub gate, banana gate, downturning gate and so on.
According to the production automation, it is divided into manual removal and automatic removal, the side gate and direct gate are need to be manually removed after production,but the sub gate and pin-point gate and valve gate of hot runner are automatic removed.
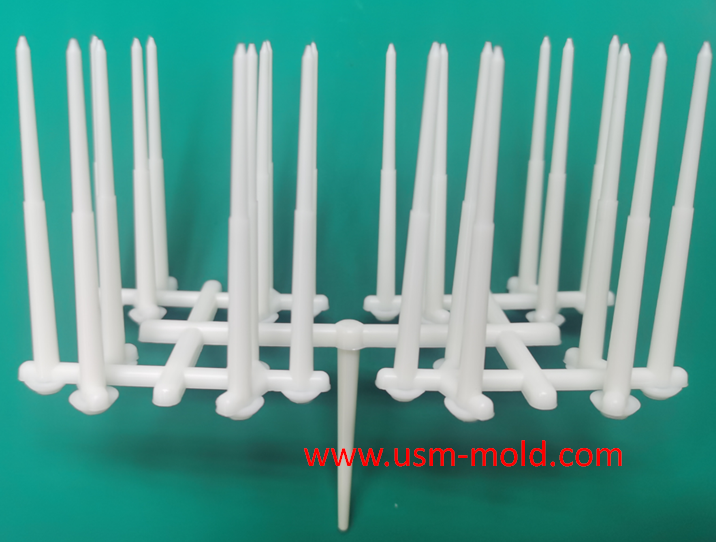
Pinpoint gate: a pin-point gate is a gate whose cross-sectional shape is as small as a pin point (as shown in picture 1), because the gate is very small, the shear rate of the body is significantly increased, and the viscosity of the melt is greatly increased, lowering is conducive to mold filling, and is particularly effective for plastic bodies that are sensitive to shear rate, such as ABS, PS, AS, etc.; when the plastic melt passes through a small gate due to intense friction and heat, the temperature of the melt increases, and the viscosity of the melt is again decrease makes the fluidity of the melt better; because the gate is small, it is convenient to separate the plastic part from the condensate, which is conducive to automated production; since the point gate mold has an extra runner plate, the gate position can be selected more freely. For plastic parts with big projection area or easy to deform, multi-point feeding can be used to improve the molding quality of plastic parts. For a mold with multiple cavities, it is easy to achieve the balance of each cavity.
Advantage:
1. The gate can be automatically cut off, eliminating the need for subsequent processing and realizing automated production;
2. The gate position and the surface of the product can be made in multiple directions;
3. The gate mark is small, which has little effect on the appearance of the product;
4. The gate can be injected at multiple points, the stress and deformation are small.
Disadvantage:
1. Large pressure loss, because the pin-point gate is generally small, usually in the range of Ø0.8~2.0mm, a large part of the pressure will be lost when the plastic passes through the small gate;
2. The processing is more complicated, the mold base of the pin-point gate (also called the three-plate mold) needs to open the parting surface twice when opening the mold, the first time the nozzle plate and the A plate nozzle plate are opened to break thegate, and the second time the AB plate is opened to cut the gate (as shown in picture 2), so the price of this type of mold will be higher, and the structure will be more complicated;

_20250310164515A048.webp "Plastic Switch Mould")

Plastic injection mold cooling system design notice
Feb 14, 2022Design notice of designing the cooling system: 1. Normal molds can be quickly cooled to obtain a shorter molding cycle, and precision molds can be slowly cooled with a mold temperature thermometer; 2....view
The principle of mold temperature balance in plastic mold cooling system design
Feb 21, 2022The principle of mold temperature balance: 1. Due to the complexity of the plastic parts and mold structure, it is difficult to make the temperature of the mold completely consistent, but should be...view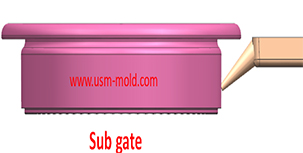
The sub gate of the plastic injection mold runner system
Jan 26, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view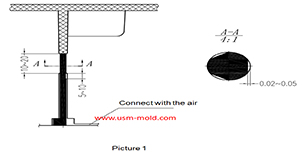
Insert pin of vengting design for molded parts
Mar 20, 2022Insert pin of venting: It is difficult to make exhaust slot when end runner is not in parting surface during injection, and there is no matching gap available, but we could make the venting pin at end...view
Venting of parting surface
Mar 7, 2022The exhaust slot on the parting surface is easy to clean and processing, also not easy to be blocked, and has a good exhaust effect, it is the main area where the gas is exhausted, so the exhaust from...view
The air trapping position in cavity and exhaust method
Mar 2, 2022The air trapping in cavity is usually in the following places: 1. Thin-wall structure cavity, the end of melt flow; 2. The junction of two or more melts; 3. The last area where the melt in the cavity...view