 English
English русский
русский

Insert pin of vengting design for molded parts
Insert pin of venting:
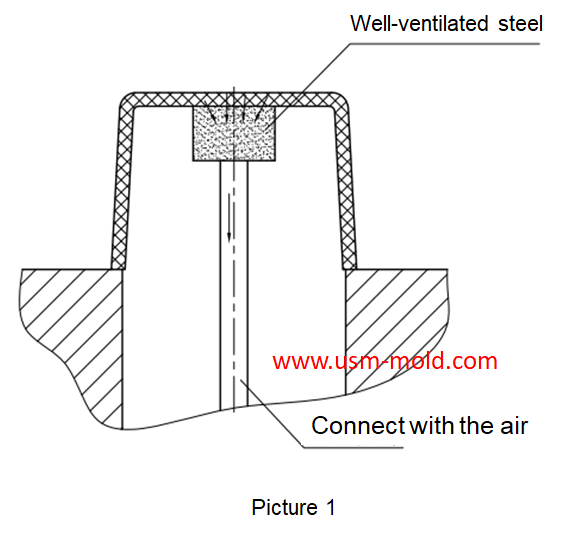
It is difficult to make exhaust slot when end runner is not in parting surface during injection, and there is no matching gap available, but we could make the venting pin at end of runner side, and also the exhasut slot will be connected with the air in outside as the venting system, there are some tips for making the insert pin as following:
1. The venting pin should fixed with the mold by H7/g6;
2. There should be an exhaust slot on the side of the venting pin and connect with the air (as shown in picture 1);
3. It will be used venting pin when air trapping position is fixed, but it will be better to use venting insert if the air trapping position is changing in local;
4. The sealing area of insert pin will be made according to the size of insert pin, and the length of sealing is 10-20mm, then it can clearance later;
5. The top of insert pin will make 3 snaps to make venting, and the depth is 0.02~0.05mm;
6. Insert pin is changed by injector pin.

_20250310164515A048.webp "Visual Doorbell Housing Mold")

Key points of gas-assisted injection molding process
Apr 20, 2022Gas injection parameters The gas-assisted control part is a device that controls the gas pressure in each stage, the gas-assisted parameters have only two values: gas injection time (seconds) and gas...view
Plastic cooling factors by injection parameter
Feb 10, 20221. Plastic parts design: mainly for the wall thickness of plastic products. The thicker thickness of the product, the longer the cooling time. Generally speaking, the cooling time is approximately...view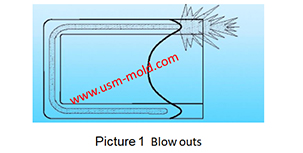
Gas-assisted injection molding product defects and solutions
Apr 28, 2022Common defects and solutions of gas-assisted injection moulding: 1. Gas blows out the melt like in picture 1. Reason: insufficient pre-filled amount. When the plastic part is a locally thickened...view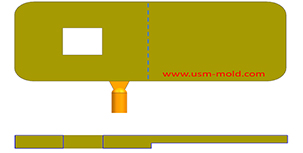
Gate position determination of plastic injection mold runner design system
Jan 17, 2022In the selection of gate location, the following issues should be paid attention to: 1. The gate position should be set at the maximum wall thickness of the plastic part, so that the plastic melt...view
Different treatment of plastic injection mold cooling system principles
Feb 22, 2022Different treatment principle: 1. The mold temperature is different according to the different plastics, when the plastic requires the molding temperature of the mold to be ≥80°C, the mold must be...view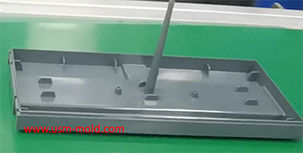
Direct gate of plastic injection mold runner system design
Jan 19, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view