 English
English русский
русский

Design principles for wall thickness of plastic products
The principles of wall thickness design for plastic parts are as follows:
1. Making the wall thickness even is the first principle of plastic part design, it can make filling, cooling and shrinking even, good molding, high dimensional accuracy and high productivity. If the wall thickness can not be even due to some special requirements of plastic parts, the inclined plane should be used to gradually transition between the thick and thin walls. In addition, the ratio of thickness must be strictly controlled as follows: thermosetting plastic: pressing 1:3, extruding 1:5 thermoplastic: injection molding 1: (1.5~2);
2. Under the conditions of meeting the requirements of the structure and use of the plastic parts, use a smaller wall thickness as much as possible, so that we can get: the mold cools quickly, the part weight is light and saving material:
3. The design of the wall thickness of the plastic part should be able to withstand the impact and vibration of the mold ejection device, etc.;
4. There must be sufficient thickness at the connection and fastening place of the plastic part, the place where the insert is buried, and the junction of the plastic melt at the hole (welding mark);
5. When determining the wall thickness, the required strength during storage and handling must be considered;
6. To meet the wall thickness required for melt filling during molding, it is necessary to avoid insufficient filling or thin walls that are easy to burn, but also to avoid melt fracture or thick walls that are easy to produce depressions;
7. Different plastics have different reasonable wall thicknesses due to their different fluidity, see list 1 for details;
8. The fire rating required by the product, different fireproof grades correspond to different product wall thicknesses, if the product wall thickness has been determined, in order to achieve the required fireproof grade, it is often necessary to replace higher grade materials, if there is no suitable material, then it needs to be increased product wall thickness.



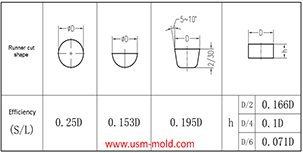
Hydraulic diameter conversion of runners in plastic mold gating system design
Jan 13, 2022Hydraulic diameter refers to 4 times the ratio of the flow cross-sectional area to the perimeter, as the wall shear stress of non-circular pipes is not even distributed along the surrounding walls,...view
Banana gate of plastic injection mold runner system design
Feb 7, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view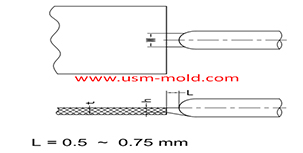
Plastic injection mold runner system design
Jan 16, 2022The gate is the connecting part between the runner and the cavity, and is also the end part of the injection mold gating system, the molten plastic enters the cavity and core side through the gate...view
Pin-point gate of plastic injection mold runner system design
Jan 24, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view_20250317091113A018.jpg)
The basic points of designing gas-assisted injection molding
Apr 17, 20221. Firstly, considering the suitable wall thickness areas needs to be injected and hollowed out, and then decide how to connect them with the gas channel; 2. The gas channel should be arranged in...view
Unique Solutions Mold Profile
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) was founded in 2012 and is located in Dongguan City, Guangdong Province, a famous mold manufacturing province in China, the plant covers an area of 3500 square...view