 English
English русский
русский

What is the side parting and core pulling mechanisms with their function?
When there are holes, cavities or cores on the inside or outside of the injection-molded plastic parts that are different from the opening and closing directions of the mold, the plastic parts cannot be directly pushed out of the mold by a push mechanism such as a ejector pin. So we will make the movable parts that can move laterally, and then before the plastic parts are demolded and pushed out, the laterally formed parts can be pulled out first, and the plastic parts can be pushed out of the mold, otherwise it cannot be demolded. The entire mechanism that drives the laterally formed parts for lateral splitting and core-pulling and reset is called the lateral splitting and core-pulling mechanism. For the case of forming lateral bosses, it is often called side parting; for forming side holes or undercuts, it is often called side core pulling.
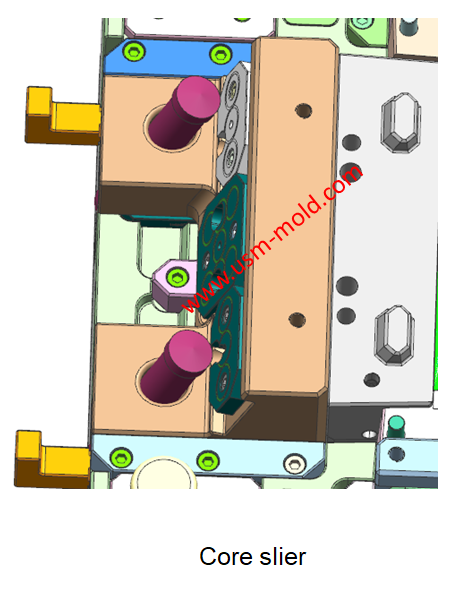
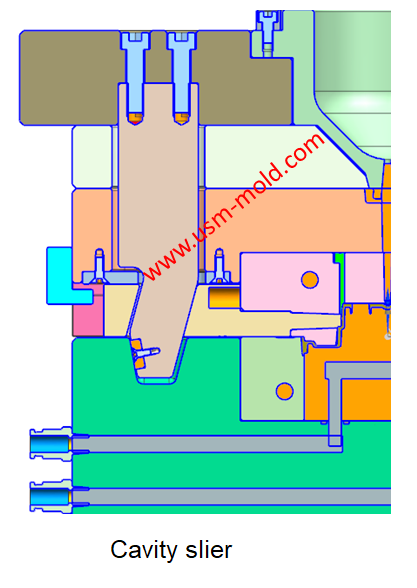
The main function is to get rid of the undercur on the plastic part, so that the plastic part can be smoothly released from the mold. The structures often used in the mold include slider core pulling, lifter core pulling, unscrewing core pulling, etc., and the slider can be subdivided into cavity slider, core slider, inner slider (tunnel slider) and so on.

_20250310164515A048.webp "Plastic Switch Mould")

The main design points of the design of the plastic mold pouring system
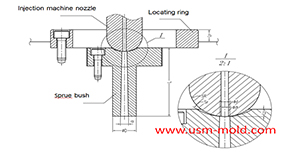
Jan 11, 2022The main runner is the part where the molten plastic first passes when it is sprayed from the injection nozzle, and it is coaxial with the injection nozzle, because of repeated contact and collision...view
Design Tips of Vacuum Venting Mold
Mar 30, 2022There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm...view
The air trapping position in cavity and exhaust method
Mar 2, 2022The air trapping in cavity is usually in the following places: 1. Thin-wall structure cavity, the end of melt flow; 2. The junction of two or more melts; 3. The last area where the melt in the cavity...view_20250317090912A017.jpg)
Several common process of water-assisted injection molding introduction
May 24, 2022According to the design of the injection molding machine and the casting system, the corresponding melt-returning process of water-assisted injection molding can be roughly divided into two types: the...view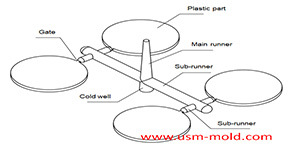
Design principles of plastic injection mold runner system
Jan 6, 20221. Quality first The design of the gating system has a big influence on part quality, firstly the gate should be set at the easiest part of the plastic part to be removed, and at the same time, the...view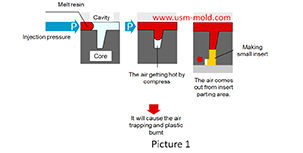
The main reasons for air trapping of plastic injecton mold
Mar 1, 2022During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized. The mechanism of air...view