 English
English русский
русский

The design requirements of slider wear plate
1. The wear plate of slider requires hardening treatment, with a hardness of 45-48HRC;
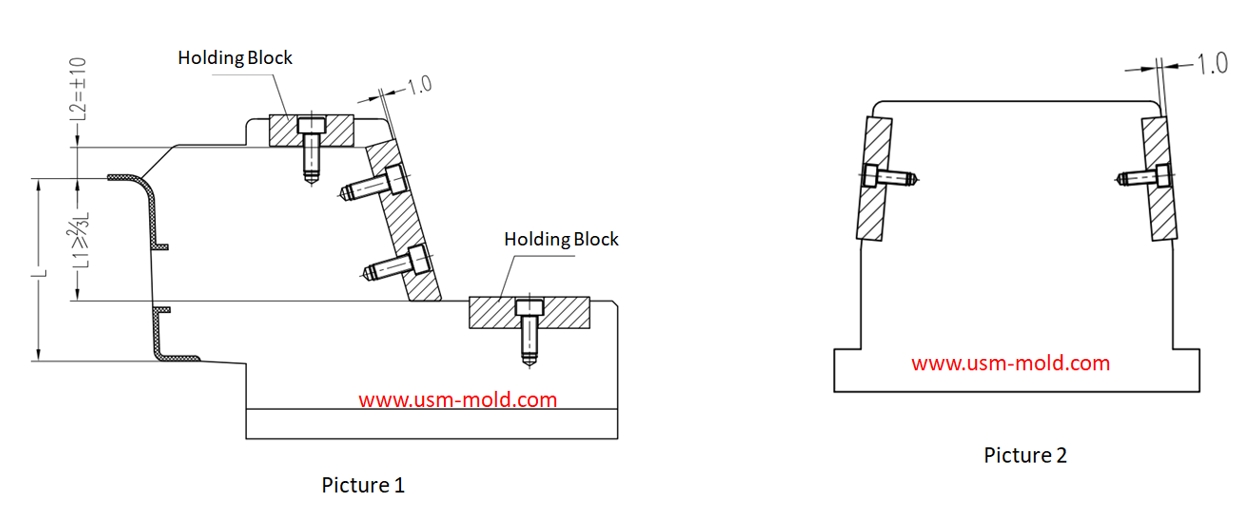
2. The friction surface of the wear plate is required to be 1.0mm higher than the slider surface (see picture-1);
3. The minimum surface of the back wear plate is required to be more than 2/3 higher than the forming surface (see picture 1 L1≥2/3L);
4. The highest surface of the back wear plate is required to be ±10mm from the highest forming surface (see picture 1);
5. If the length and width of the slider are more than 100mm, in order to ensure that the force of the slider is uniform and does not shift after the mold is closed, the top surface of the slider must be designed with necessary parallel blocks (see picture 1);
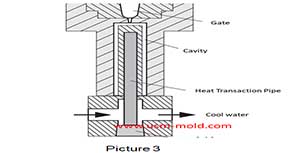
6. When the side of the slider and the core side are inserted with a slope (see picture 2), the contact surface must be inserted with wear plate.



Plastic injection mold common cooling gate
Feb 17, 20221. Straight-through cooling water gate: the straight-through cooling gate is the most commonly used gate for plastic injection mold, and it is also the most convenient type of cooling for processing....view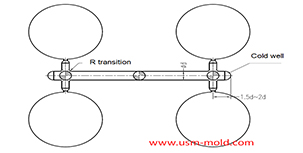
Key points of plastic injection mold runner system
Jan 12, 2022The sub-runner is a transitional channel between the main runner and the gate, as the sub-runner is the longgest part of gating system, so it is very important to enhance the parts quality and improve...view
Key points of gas-assisted injection molding process
Apr 20, 2022Gas injection parameters The gas-assisted control part is a device that controls the gas pressure in each stage, the gas-assisted parameters have only two values: gas injection time (seconds) and gas...view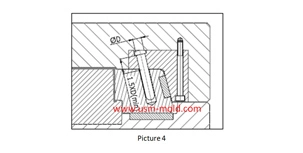
The common fixing method of angle pin
May 10, 2024The angle pin is a common part of the drive slider, and the fixing and installation methods as following: 1. Pass through the mold plate directly and press the angle pin with the top plate to fix it,...view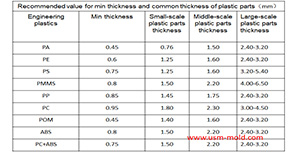
Design principles for wall thickness of plastic products
Jan 3, 2022The principles of wall thickness design for plastic parts are as follows: 1. Making the wall thickness even is the first principle of plastic part design, it can make filling, cooling and shrinking...view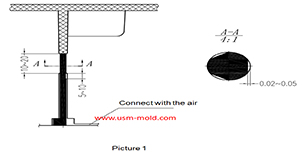
Insert pin of vengting design for molded parts
Mar 20, 2022Insert pin of venting: It is difficult to make exhaust slot when end runner is not in parting surface during injection, and there is no matching gap available, but we could make the venting pin at end...view