 English
English русский
русский

Plastic cooling factors by injection parameter
1. Plastic parts design: mainly for the wall thickness of plastic products. The thicker thickness of the product, the longer the cooling time. Generally speaking, the cooling time is approximately proportional to the square of the thickness of the plastic product, or proportional to the 1.6th times of the biggest runner diameter, that is the thickness of the plastic product is doubled, and the cooling time is increased by 4 times.
2. Mold materials and cooling methods: mold materials, including mold core, cavity materials, and mold base materials have a big influence on the cooling rate, the higher the thermal conductivity of the mold material, the better the effect of transferring heat from the plastic per unit time, and the shorter the cooling time.
3. Cooling water pipe configuration: the closer the cooling water pipe is to the mold cavity and core, the larger the pipe diameter and the larger the number, the better the cooling effect and the shorter the cooling time.
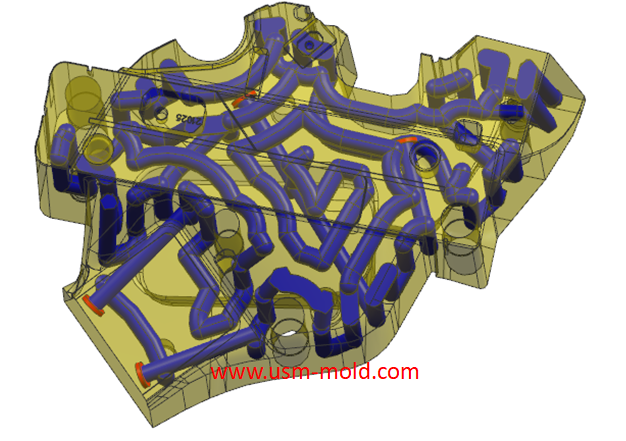
4. Coolant flow rate: the larger the cooling water flow rate (generally to achieve turbulent flow), the better the effect of cooling water to take away heat by thermal convection.
5. The nature of the coolant: the viscosity and thermal conductivity of the coolant will also affect the heat transfer effect of the mold, the lower the viscosity of the coolant, the higher the thermal conductivity, and the lower the temperature, the better the cooling effect.
6. Plastic selection: plastic refers to the measurement of the speed at which plastic conducts heat from a hot area to a cold area, the higher the thermal conductivity of the plastic, the better the heat conduction effect, or the lower the specific heat of the plastic, the temperature is prone to change, so the heat is easily dissipated, the heat conduction effect is better, and the required cooling time is shorter.
7. Processing parameter setting: the higher the material temperature, the higher the mold temperature, the lower the ejection temperature, and the longer the required cooling time.
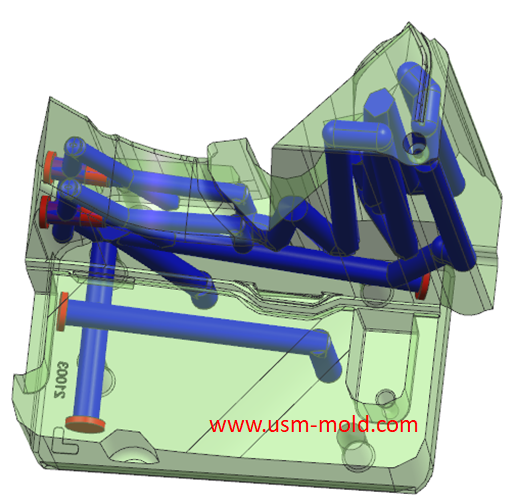
8. The designed cooling gate should ensure the cooling effect is even and fast , the purpose of designing the cooling system is to maintain proper and efficient cooling of the mold, cooling holes should use standard sizes to facilitate processing and assembly.
9. When designing the cooling system, the mold designer must determine the following design parameters based on the wall thickness and volume of the plastic part-the location and size of the cooling hole, the length of the hole, the type of hole, the configuration and connection of the hole, and the flow of cooling liquid speed and heat transfer properties.
_20250310164515A048.webp "Voice Operated Switch Mold")



The air trapping position in cavity and exhaust method
Mar 2, 2022The air trapping in cavity is usually in the following places: 1. Thin-wall structure cavity, the end of melt flow; 2. The junction of two or more melts; 3. The last area where the melt in the cavity...view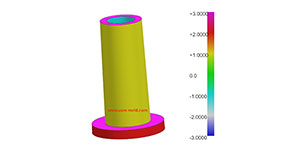
What is Called Draft Angle?
Dec 29, 2021The draft angle is also called demold angle and angle which is used for product removal from the mold and designed on the parting surface, the angle is called draft angle which shows in picture 1....view
What is Plastic Injection Mold?
Dec 27, 2021The plastic mold is used for injection molding, it is assembled with cavity, core and side slider together, with ejection system and adjustments to produce plastic products by different shapes and...view
Plastic part ribs desigining
Jan 4, 2022The ribs function: The role of ribs is to improve the strength and rigidity of the plastic parts, prevent the plastic parts from being distorted and deformed, and will not cause the appearance of the...view
The sub gate of the plastic injection mold runner system
Jan 26, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view
USM Blogo Opening
Oct 27, 2021Hello everyone! Our blog is open today, it is very glad to have the opportunity to meet you here, welcome to visit us whenever you need. USM is a professional plastic injection mold and molding...view