 English
English русский
русский

Plastic injection mold runner system design points
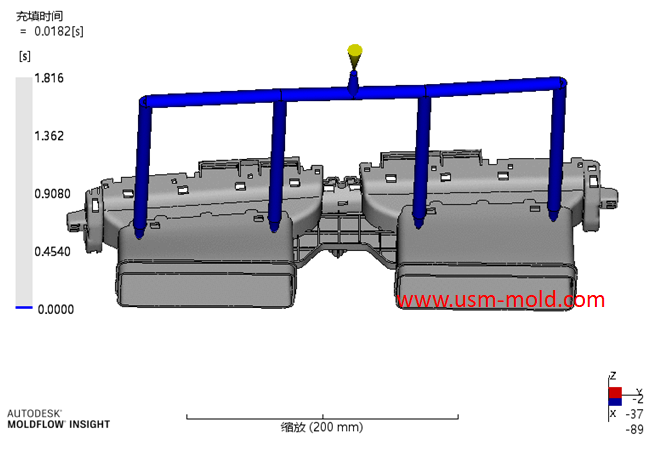
When designing the gating system, Firstly, we should consider making the plastic melt fill the cavity with core side quickly to reduce pressure and heat loss; secondly, it should be economically considered to minimize the proportion of waste generated by the runner; finally, it should be easy to repair the gate mark on the plastic part.
The main points of gating system design are as follows:
1. The gate positio should ensure that when the plastic flows into the cavity, it faces the wide part of the cavity, that is, the melt should flow from the thick-walled part of the cavity into the thin-walled part. If the melt flows from the thin-walled part to the thick-walled part, the speed will drop quickly and the temperature will drop rapidly which is not conducive to filling;
2. In order to prevent the plastic rushing to the cavity, core or insert directly, it is necessary to ensure that the plastic melt can flow to all parts of the cavity as soon as possible and to avoid deformation of the core or insert;
3. Try to avoid making plastic parts cause weld marks, and make the weld marks occur in unimportant parts;
4. The gate position and its plastic inflow direction can flow in evenly along the parallel direction of the cavity when the plastic flows into the cavity, and it is conducive to the discharge of gas in the cavity;
5. If fully automatic operation is used during production, it must be ensured that the condensate of the gating system can be smoothly and automatically demolding together with the plastic parts;
6. There should be a good venting structure and sufficient cold well in the gating system, the air and cold material in the gating system should be brought into the cavity as less as possible, which will affect the parts quality;
7. When a mold has multiple cavities, it is necessary to prevent the plastic parts with very different sizes from being placed in the same mold, if the part size differs by more than 4 times, it is difficult to make filling balanced;
8. If the projected area of the plastic part is big, we should avoid opening a gate on one side of the mold when designing the gating system, otherwise it will cause uneven force during injection molding;
9. The design of gating system should consider shortening the production cycle and increasing productivity.



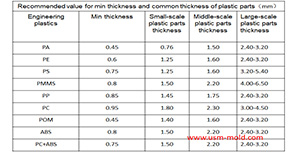
Design principles for wall thickness of plastic products
Jan 3, 2022The principles of wall thickness design for plastic parts are as follows: 1. Making the wall thickness even is the first principle of plastic part design, it can make filling, cooling and shrinking...view
Design Tips of Vacuum Venting Mold
Mar 30, 2022There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm...view
The air trapping position in cavity and exhaust method
Mar 2, 2022The air trapping in cavity is usually in the following places: 1. Thin-wall structure cavity, the end of melt flow; 2. The junction of two or more melts; 3. The last area where the melt in the cavity...view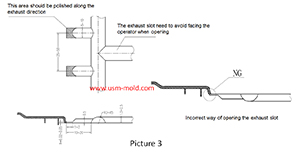
Design standard of exhaust slot
Mar 3, 2022The exhaust system should ensure that the gas in the cavity is smoothly discharged, and also prevent the material from entering and exhausting channels from causing flashing of the product or blockage...view
Side gate of plastic injection mold runner system design
Jan 23, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view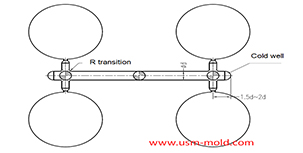
Key points of plastic injection mold runner system
Jan 12, 2022The sub-runner is a transitional channel between the main runner and the gate, as the sub-runner is the longgest part of gating system, so it is very important to enhance the parts quality and improve...view