 English
English русский
русский

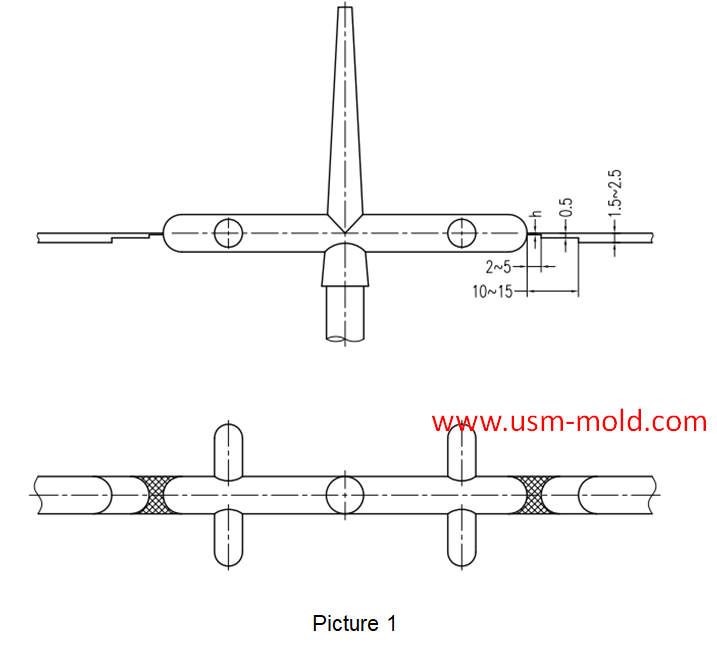
Parting surface venting of runner system
There are a large amount of gas in the main and sub channel, these gas are discharged through the pull rod (push rod) during injection processing, a part of gas come out from exhaust slot on parting surface, rest of gas will enter the cavity with plastic melt together, but it is better to have less gas inside cavity to reduce the venting cavity.
The gas in therunner system should be mainly discharged through the parting surface, the exhaust slot of the gating system is mainly opened at the end of the runner, as shown in picture 1.
The exhaust slot design of the runner:
The depth of the exhaust slot (h) is as deep as the flash edge at the end of the runner;
1. Plastic with good fluidity, h≈0.075mm;
2. Plastic with poor fluidity, h≈0.125m;
The width of the exhaust slot is the same as that of the runner, and the entrance should be polished;
The injection pressure at the runner is high, and the exhaust slot should not be facing the operator.



The difference between full shot and short shot of gas-assisted injection molding
Apr 13, 2022Gas-assisted injection molding can be divided into short shot and full shot. Short shot The short shot method is shown in picture 1, it is suitable for thick-walled plastic parts with low mold filling...view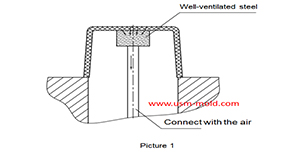
Well-ventilated steel of venting design for molded parts
Mar 14, 2022Well-ventilated steel is a sintered alloy, iIt is a porous material sintered with spherical particle alloys, the pore size is 7-10μm and the strength is poor, but the texture is loose which allow the...view
Venting of parting surface
Mar 7, 2022The exhaust slot on the parting surface is easy to clean and processing, also not easy to be blocked, and has a good exhaust effect, it is the main area where the gas is exhausted, so the exhaust from...view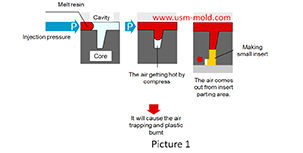
The main reasons for air trapping of plastic injecton mold
Mar 1, 2022During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized. The mechanism of air...view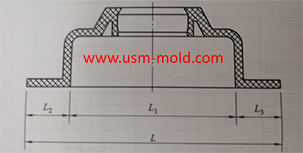
Plastic molding shrinkage rate
Dec 30, 2021Plastic parts getting smaller by shrink, due to the temperature decrease during the molding process, and the shrinkage is expressed by the shrinkage rate, it is common plastic shrinkage rates are...view
Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view