 English
English русский
русский

Conformal cooing channel of plastic injection mold
The conformal cooling gate is a new type of mold cooling gate based on 3D printing technolog, because of its processing characteristics, the conformal cooling gate can fit the shape of the product well, and the cooling gate section can be any section except the round shape.
For the conformal cooling gate mold parts manufactured by 3D printing, the cooling gate can be evenly distributed according to the product shape, thereby further reducing the molding cycle and increasing the value of the product.
.png)
Conformal cooling principle
The cooling of plastic products during injection molding is mainly done by the mold cooling gate, but the traditional cooling gate is manufactured by machining processes such as milling machines, the gate can only be a cylindrical straight hole and cannot be completely close to the surface of the injection molded part, the cooling efficiency is low and the cooling is uneven, resulting in a long injection cycle and big product deformation.
The 3D printed conformal cooling gate can be of any shape and any cross section, by changing the shape and cross section, the conformable cooling gate can be evenly arranged to achieve a faster and more even cooling effect.
Advantage
1. According to the complexity of the shape of the injection molded part, the cooling time can be reduced by 20% to 80%;
2. According to the shape of the injection molded part, the deformation can be reduced by 15% to 90%;
3. The mold cost has increased slightly, but the overall efficiency of injection molding capacity, yield and other factors have greatly improved the final benefit;
4. The conformal cooling gate has a wide range of applications and can be used for cooling optimization of most injection molded parts.
.png)
Manufacturing technology
Conformal cooling gate is currently mainly processed by selective laser melting (SLM) 3D printing technology and diffusion welding technology, because SLM 3D printing technology can make more complex and smooth waterway shapes and lower costs, SLM 3D printing technology is in the conformal cooling gate is more widely used.


_20250310164515A048.webp "Voice Operated Switch Mold")
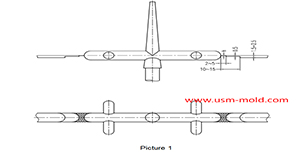
Parting surface venting of runner system
Mar 10, 2022There are a large amount of gas in the main and sub channel, these gas are discharged through the pull rod (push rod) during injection processing, a part of gas come out from exhaust slot on parting...view_20250317091228A019.jpg)
Main application of gas-assisted molding technology
Apr 7, 2022Gas-assisted molding has a particularly obvious effect on the material saving of tubular and rod-shaped plastic parts, such as car handles, seat armrests, window frames, and wood-like furniture, the...view
The design principle of the exhaust slot
Mar 6, 2022The exhaust system of plastic molds is also very important, if the product has air trapping or exhaust system is not suitable will have a big impact on injection molding production and product...view
Pin-point gate of plastic injection mold runner system design
Jan 24, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view
Water assisted injection molding introduction
May 11, 2022Like the gas-assisted injection molding process, water-assisted injection molding injects a piece of plastic into the mold cavity and core firstly, and then injects water to squeeze the melt plastic...view
Banana gate of plastic injection mold runner system design
Feb 7, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view