 English
English русский
русский

Design principles for wall thickness of plastic products
The principles of wall thickness design for plastic parts are as follows:
1. Making the wall thickness even is the first principle of plastic part design, it can make filling, cooling and shrinking even, good molding, high dimensional accuracy and high productivity. If the wall thickness can not be even due to some special requirements of plastic parts, the inclined plane should be used to gradually transition between the thick and thin walls. In addition, the ratio of thickness must be strictly controlled as follows: thermosetting plastic: pressing 1:3, extruding 1:5 thermoplastic: injection molding 1: (1.5~2);
2. Under the conditions of meeting the requirements of the structure and use of the plastic parts, use a smaller wall thickness as much as possible, so that we can get: the mold cools quickly, the part weight is light and saving material:
3. The design of the wall thickness of the plastic part should be able to withstand the impact and vibration of the mold ejection device, etc.;
4. There must be sufficient thickness at the connection and fastening place of the plastic part, the place where the insert is buried, and the junction of the plastic melt at the hole (welding mark);
5. When determining the wall thickness, the required strength during storage and handling must be considered;
6. To meet the wall thickness required for melt filling during molding, it is necessary to avoid insufficient filling or thin walls that are easy to burn, but also to avoid melt fracture or thick walls that are easy to produce depressions;
7. Different plastics have different reasonable wall thicknesses due to their different fluidity, see list 1 for details;
8. The fire rating required by the product, different fireproof grades correspond to different product wall thicknesses, if the product wall thickness has been determined, in order to achieve the required fireproof grade, it is often necessary to replace higher grade materials, if there is no suitable material, then it needs to be increased product wall thickness.




Five Major Steps of the Injection Mold Production Process
Dec 9, 2021Injection mold manufacturing can be roughly divided into the following steps: Process analysis of plastic products. Before the mold design, the designer should fully analyze and study whether the...view
Venting of parting surface
Mar 7, 2022The exhaust slot on the parting surface is easy to clean and processing, also not easy to be blocked, and has a good exhaust effect, it is the main area where the gas is exhausted, so the exhaust from...view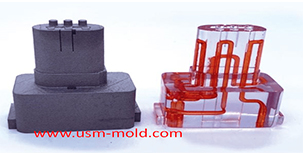
Conformal cooing channel of plastic injection mold
Feb 23, 2022The conformal cooling gate is a new type of mold cooling gate based on 3D printing technolog, because of its processing characteristics, the conformal cooling gate can fit the shape of the product...view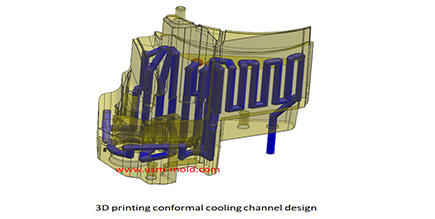
Design principle of plastic injection mold cooling system
Feb 13, 2022Design principle of cooling system In order to improve the efficiency of the cooling system and make the cavity surface temperature distribution even, the following principles should be followed in...view
Venting system of plastic injection mold introduction
Feb 27, 2022Hello everyone, thanks for attention. We’ve discussed about the temperature control system earlier, now we are going to talk about the mold venting information in following 11 articles, from the...view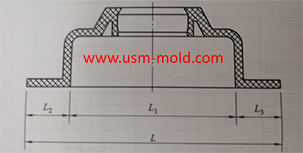
Plastic molding shrinkage rate
Dec 30, 2021Plastic parts getting smaller by shrink, due to the temperature decrease during the molding process, and the shrinkage is expressed by the shrinkage rate, it is common plastic shrinkage rates are...view