 English
English русский
русский

The air trapping position in cavity and exhaust method
The air trapping in cavity is usually in the following places:
1. Thin-wall structure cavity, the end of melt flow;
2. The junction of two or more melts;
3. The last area where the melt in the cavity reaches;
4. The bottom of the blind hole of the mold cavity is mostly the end of a solid column in the part;
5. Reinforcing ribs of molded parts and the bottom of screw pillars;
6. Dead corners of complex mold cavities.
.png)
Exhaust method in injection mold include as following:
1. Parting surface (including venting slot);
2. The fitting surface of insert;
3. The fitting surface of the push rod or pipe with inner mold insert;
4. Exhaust from side core pulling mechanism;
5. Add a vent needle or insert to vent the air in the trapped area;
6. Breathable steel exhaust;
7. Air valve exhaust;
8. The mold is evacuated and exhausted.



Gas-assisted injection molding product defects and solutions
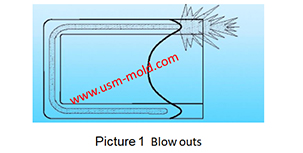
Apr 28, 2022Common defects and solutions of gas-assisted injection moulding: 1. Gas blows out the melt like in picture 1. Reason: insufficient pre-filled amount. When the plastic part is a locally thickened...view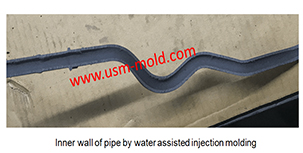
Comparison of water-assisted and gas-assisted injection molding
May 19, 2022Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid...view
Plastic molding shrinkage rate
Dec 30, 2021Plastic parts getting smaller by shrink, due to the temperature decrease during the molding process, and the shrinkage is expressed by the shrinkage rate, it is common plastic shrinkage rates are...view
Design Tips of Vacuum Venting Mold
Mar 30, 2022There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm...view
USM Blogo Opening
Oct 27, 2021Hello everyone! Our blog is open today, it is very glad to have the opportunity to meet you here, welcome to visit us whenever you need. USM is a professional plastic injection mold and molding...view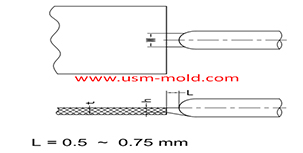
Plastic injection mold runner system design
Jan 16, 2022The gate is the connecting part between the runner and the cavity, and is also the end part of the injection mold gating system, the molten plastic enters the cavity and core side through the gate...view