 English
English русский
русский

Water assisted injection molding introduction
Like the gas-assisted injection molding process, water-assisted injection molding injects a piece of plastic into the mold cavity and core firstly, and then injects water to squeeze the melt plastic back and force the workpiece to form a hollow state. Research and applications have shown that water-assisted parts can make thinner and more even wall thickness parts which means material savings. In addition, comparing to gas-assisted injection molding, water-assisted injection molding can produce larger and smoother inner walls. Comparing with gas-assisted injection molding with nitrogen, the main advantage of water-assisted injection is the rapid cooling efficiency of water, the thermal conductivity of water is 40 times higher than nitrogen, and the heat capacity of water is 4 times larger than gas. For thick-wall parts, the cooling time of water-assisted and gas-assisted can be reduced by 30-70%. The main difference between gas and water is that gas can be compressed but water cannot. The higher viscosity and incompressibility of water make the front end of the water form a solid interface, which acts as a squeezing hammer to hollow out the workpiece, the front side of water also serves to cool the melt filled into the cavity and core.
.png)
The main difference between water and gas is that gas is compressible but the water is not. because of the viscosity and incompressibility of water relative to gas that water can play a role in hollow molding. When the water is injected in a way that the water will not evaporate during the injection, the front side of the water acts like a moving plunger on the melt center of the part. from the front side of the water to the transition section of the melt, the plastic with a thin solidified layer membrane, it is like a high-viscosity core to further push the polymer melt, thereby hollowing out the part, while the water pressure pushes it forward, the water also cools the melt, the gravity or compressed air is used to drain the water from the workpiece and flow into a storage tank fat the end, where the water can be recycled. Water injection moulding can greatly shorten the molding cycle of products, and can be used to produce lightweight and strong hollow products with good appearance effects.

_20250310164515A048.webp "Touch Switch Sensor Mold")

What is Called Draft Angle?
Dec 29, 2021The draft angle is also called demold angle and angle which is used for product removal from the mold and designed on the parting surface, the angle is called draft angle which shows in picture 1....view
What is the side parting and core pulling mechanisms with their function?
May 31, 2022When there are holes, cavities or cores on the inside or outside of the injection-molded plastic parts that are different from the opening and closing directions of the mold, the plastic parts cannot...view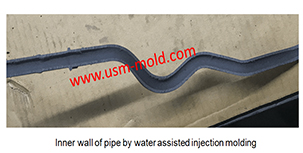
Comparison of water-assisted and gas-assisted injection molding
May 19, 2022Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid...view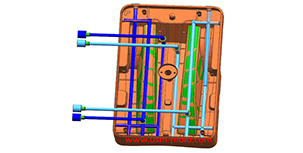
The principle of mold temperature balance in plastic mold cooling system design
Feb 21, 2022The principle of mold temperature balance: 1. Due to the complexity of the plastic parts and mold structure, it is difficult to make the temperature of the mold completely consistent, but should be...view
What is Ejection Molding?
Dec 28, 2021The process to get injection molded products is called injection molding, or called injection. Injection molding is an important method in polymer molding processing, it is characterized by a short...view
Plastic part ribs desigining
Jan 4, 2022The ribs function: The role of ribs is to improve the strength and rigidity of the plastic parts, prevent the plastic parts from being distorted and deformed, and will not cause the appearance of the...view