 English
English русский
русский

The principle of mold temperature balance in plastic mold cooling system design
The principle of mold temperature balance:
1. Due to the complexity of the plastic parts and mold structure, it is difficult to make the temperature of the mold completely consistent, but should be make the mold temperature as balanced as possible, and there should be no local overheating or overcooling.
2. The high temperature areas in the mold including: near the sprue bushing, near the gate, and near the thick wall of the plastic part, these areas should be cooled.
3. Heating is sometimes required at thin-walled areas.
4. During the cooling process of the mold, due to the phenomenon of thermal expansion and contraction, the plastic part will slightly detach from the fixed mold cavity when the solid shrinks, while the tightening force on the core is getting bigger and biggger, and the plastic part is detaching, the more heat before demolding is transferred to the core, so the core must be focused on cooling.
5. To control the temperature difference of the cooling water at the inlet and outlet of the cooling channel, the temperature difference should be less than or equal to 2°C during precision injection molding, and in general, the temperature difference should be less than or equal to 5°C. the total length of the cooling gate (series length) should not be too long, preferably less than 1.5m, and the length of the dead zone should be as short as possible.
6. The cooling channel must be designed for the stripper in the three-plate mold, t, so that the mold temperature can be stabilized during the production process and the molding cycle can be shortened.
.png)




Reasons for making the exhaust system of the injection mold
Feb 28, 2022The gas in the injection mold includes not only the air in the cavity, but also the air in the gate and the decomposition gas generated by the plastic melt, and the steam which caused by plastic in...view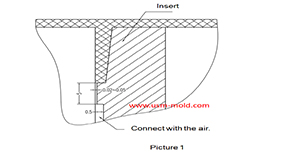
Venting insert design of molded parts
Mar 13, 2022In the thin-walled cavity, the end of the melt flow, the bottom of the blind hole of the mold cavity, the end of the solid column of the plastic part, the bottom of the plastic part rib and screw...view
Vacuum venting mold design for plastic molded parts
Mar 23, 2022There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm...view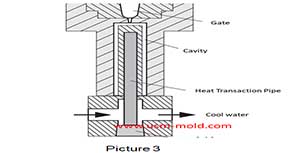
Plastic injection mold common cooling gate
Feb 17, 20221. Straight-through cooling water gate: the straight-through cooling gate is the most commonly used gate for plastic injection mold, and it is also the most convenient type of cooling for processing....view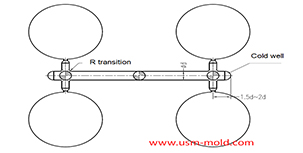
Key points of plastic injection mold runner system
Jan 12, 2022The sub-runner is a transitional channel between the main runner and the gate, as the sub-runner is the longgest part of gating system, so it is very important to enhance the parts quality and improve...view
What is Ejection Molding?
Dec 28, 2021The process to get injection molded products is called injection molding, or called injection. Injection molding is an important method in polymer molding processing, it is characterized by a short...view