 English
English русский
русский

Slider of side core pulling mechanisum assembling
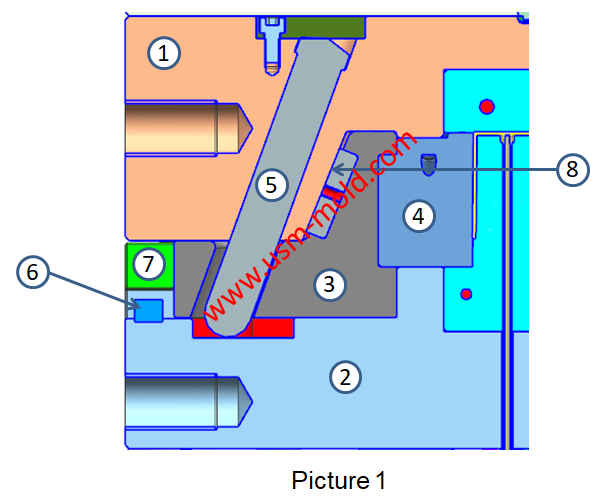
The picture 1 shows a typical guide pin driven slider parting and core-pulling mechanism, we will talk about the composition and function of the lateral core-pulling mechanism.
1. Lateral forming parts: the lateral forming part is the lateral concavo-convex (including the side hole-shaped parts, including the lateral cores and forming blocks, etc.) of the molded plastic parts, such as the slider insert 4 in picture 1;
2. Moveable parts: moveable parts refer to the parts that install and drive the lateral forming blocks or cores and move inside the guide pin, such as the slider which shows in picture 1;
3. Transmission parts: the transmission parts refer to the parts that drive the moving parts for side parting when the mold is opened or to reset when the mold is drawn and closed, such as the inclined angular pin 5 in picture 1, the types of transmission parts are: dog-leg CAM drive, hydraulic cylinder drive, air cylinder drive, etc.;
4. Locking parts: in order to prevent the moving parts from being displaced by lateral pressure during injection, the parts set are called locking parts, such as the wedge tightening surface 8 in picture 1;
5. Limiting parts: in order to make the moving parts stay in the required position after the side parting or core pulling, to ensure that the transmission parts can be reset smoothly when the mold is closed, the moving parts must be set in the lateral direction, the limit parts at the end of parting or lateral core pulling, such as limit block 6 in picture 1;
6. Guide parts: the guide parts refer to the slider that restricts the slider to move in the correct direction when moving, as shown in the guide rails 7 in picture 2.



Vacuum venting mold design for plastic molded parts
Mar 23, 2022There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm...view
Five Major Steps of the Injection Mold Production Process
Dec 9, 2021Injection mold manufacturing can be roughly divided into the following steps: Process analysis of plastic products. Before the mold design, the designer should fully analyze and study whether the...view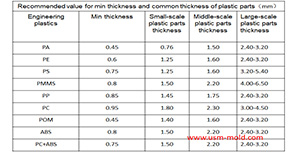
Design principles for wall thickness of plastic products
Jan 3, 2022The principles of wall thickness design for plastic parts are as follows: 1. Making the wall thickness even is the first principle of plastic part design, it can make filling, cooling and shrinking...view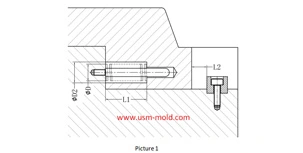
Slider spring hength and strength calculation
Apr 22, 2024Processing size: 1. ØD2=ØD+2 2. Ll = total spring length (L) - preload value of spring (N) - slider core pulling distance (L2) Spring length calculation: (refer to picture 1 for length calculation)...view
Limitations of gas-assisted injection molding technology
Apr 25, 2022Gas-assisted injection molding technology has obvious advantages in thick wall thickness and pipe parts, but this technology still has many limitations, which are mainly reflected in the following...view
Unique Solutions Mold Profile
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) was founded in 2012 and is located in Dongguan City, Guangdong Province, a famous mold manufacturing province in China, the plant covers an area of 3500 square...view