 English
English русский
русский

Reasons for making the exhaust system of the injection mold
The gas in the injection mold includes not only the air in the cavity, but also the air in the gate and the decomposition gas generated by the plastic melt, and the steam which caused by plastic in high temperatures. During injection molding, these gases should be exhaust in time, otherwise there will be some issues as following:
1. Defects such as flow mark, water mark, and weld marks will be formed on part surface;
2. Defects such as bubbles and loose tissues inside the plastic parts, which will lead to insufficient filling inside plastic part;
3. It is difficult to fill the plastic melt or flash locally;
4. The gas generates high temperature under high temperature and high pressure, causing local carbonization and burnt marks on the product;
5. Reducing the filling speed of the plastic melt, not only the molding cycle is prolonged, but the melt temperature decreases quickly after injection speed dropped, the residual stress will increase, if the injection pressure is increased, and the possibility of warping deformation of the plastic part after demolding will increase, if the material temperature is increased in order to reduce the injection pressure, it will cause the plastic to crack.

Properly making the exhaust slot can reduce the injection pressure greatly, reduce the injection and the holding time, and reduce the clamping pressure, thereby improving the production efficiency, reducing the production cost, and the energy consumption of the machine. For transparent plastic parts or plastic parts with strict surface requirements, we should be careful with the mold exhaust system design.



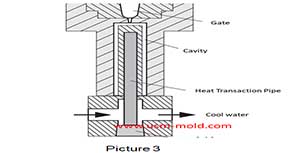
Plastic injection mold common cooling gate
Feb 17, 20221. Straight-through cooling water gate: the straight-through cooling gate is the most commonly used gate for plastic injection mold, and it is also the most convenient type of cooling for processing....view
Venting system of plastic injection mold introduction
Feb 27, 2022Hello everyone, thanks for attention. We’ve discussed about the temperature control system earlier, now we are going to talk about the mold venting information in following 11 articles, from the...view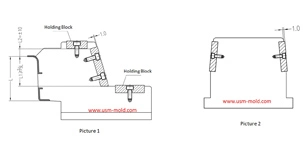
The design requirements of slider wear plate
Jan 2, 20241. The wear plate of slider requires hardening treatment, with a hardness of 45-48HRC; 2. The friction surface of the wear plate is required to be 1.0mm higher than the slider surface (see picture-1);...view
Plastic injection mold runner system design points
Jan 9, 2022When designing the gating system, Firstly, we should consider making the plastic melt fill the cavity with core side quickly to reduce pressure and heat loss; secondly, it should be economically...view_20250317091113A018.jpg)
The basic points of designing gas-assisted injection molding
Apr 17, 20221. Firstly, considering the suitable wall thickness areas needs to be injected and hollowed out, and then decide how to connect them with the gas channel; 2. The gas channel should be arranged in...view
Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view