 English
English русский
русский

Direct gate of plastic injection mold runner system design
In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among them, the side gate is divided into tab gate, ear protection gate, fan gate, thin gate and so on, the sub gate is divided into sub gate, banana gate, downturning gate and so on.
According to the production automation, it is divided into manual removal and automatic removal, the side gate and direct gate are need to be manually removed after production,but the sub gate and pin-point gate and valve gate of hot runner are automatic removed, we wil dicuss the direct gate today:
Direct gate (Sprue gate): direct gate is also called main runner type, the plastic enters the cavity directly through the main runner, as shown in picture 1a and picturee 1b.
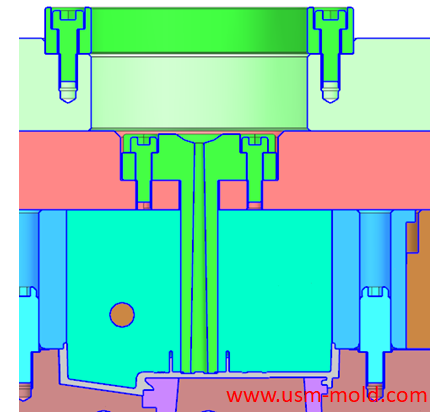
Picture 1a
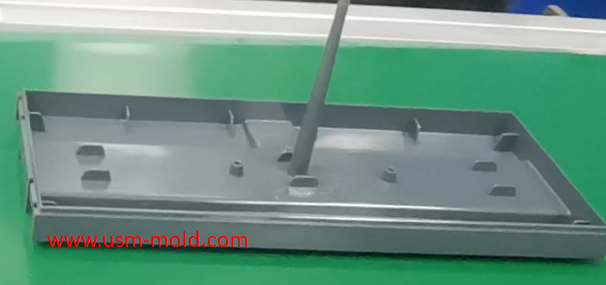
Picture 1b
Advantage:
1. The product size is accurate and the molding quality is good, due to the gate size is big which is less affected by other external factors, so the part size of is better controlled during injection molding, and the injection molding process range is also big;
2. Saving runner processing, the direct gate is usually the gate sleeve that directly enters the product (as shown in picture 1a), and the direct gateh is a standard part, which is already processed after buying it, and there is no need to process the main runner and sub runner on the mold core etc.;
3. Less pressure loss, the direct gate size is generally big, and it is directly injected into the product from the nozzle of the injection molding machine, without the conversion between the main runner and the sub runner, so the process is shorter and the injection pressure loss will be relatively small;
4. Products with large or depth can be formed, because the gate size is bigger than that of the general gate, the flow length ratio of the product will be longer, and the molded product will have an advantage, because the product is directly docked by the nozzle of the injection molding machine, and the nozzle of the injection molding machine may be prolong, so it has obvious advantages when injecting deeper products;
5. It is conducive to hold pressure (feeding shrinkage), because the direct gate size is big and the process is short, the pressure in the pressure holding stage of the injection molding process is relatively small, which is very obvious to solve the issue of product shrinkage;
6. Conducive to product exhaust, this type of gate is generally located in the center of the product, and the molten plastic during injection is diffused and filled from the middle to the surroundings, so the air trapping problem of the product is very easy to solve.

Disadvantages:
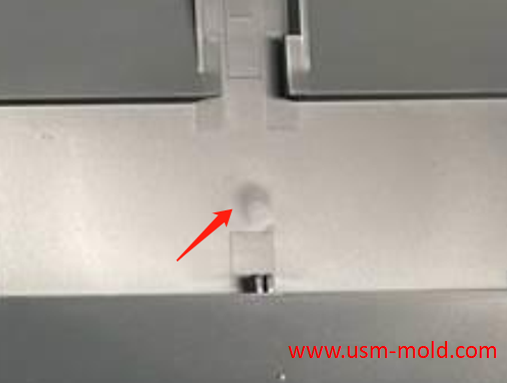
1. Gate marks will affect the appearance, because this gate is generally designed in the center of the product, there will be a mark after cutting the gate (as shown in picture 2), which is not suitable for products with high appearance requirements;
2. Flat and shallow products are prone to warpage and deformation, because this type of gate is generally in the center of the product, the pressure in the middle of the product is the largest during injection molding, and the pressure around it will be much less. Therefore, after the product pick up of the mold, due to the stress formed by the pressure difference, the product is easily warped deformation
3. The stress mark is big, the stress at the gate is also big, and stress marks will be formed on the back of the product (as shown in Figure 3), which will affect the appearance of the product.
4. Only one product can be formed at one time, because the center of the nozzle of the injection molding machine is facing the part gate, there is no conversion between the main runner and the sub runner, so only one product can be molded at a time.
We will share the side gate of the plastic mold gating system design in following news.



Vacuum venting mold design for plastic molded parts
Mar 23, 2022There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm...view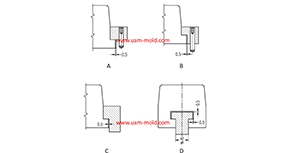
The T slot of slider and guider designing tips
Dec 18, 20231. The T slot of slot should be designed according to the picture 1, If there is a relatively high slider, the slider T slot is not high enough which will cause the center of gravity to be unstable,...view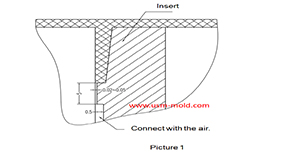
Venting insert design of molded parts
Mar 13, 2022In the thin-walled cavity, the end of the melt flow, the bottom of the blind hole of the mold cavity, the end of the solid column of the plastic part, the bottom of the plastic part rib and screw...view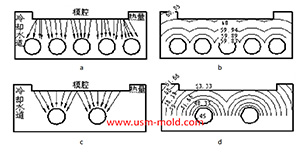
Factors affecting the cooling rate of parts by injection molding
Feb 9, 2022It should be shaped by cooling to get stable plastic part after plastic filling the cavity and core side, so most injection molds need to be equipped with cooling devices to make the mold temperature...view
Side gate of plastic injection mold runner system design
Jan 23, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view
Plastic injection mold cooling system design notice
Feb 14, 2022Design notice of designing the cooling system: 1. Normal molds can be quickly cooled to obtain a shorter molding cycle, and precision molds can be slowly cooled with a mold temperature thermometer; 2....view