 English
English русский
русский

Venting of parting surface
The exhaust slot on the parting surface is easy to clean and processing, also not easy to be blocked, and has a good exhaust effect, it is the main area where the gas is exhausted, so the exhaust from the parting surface is very popular by injection mold factory and injection molding plant. If the parting surface is curved or inclined, CNC machining, electrode processing or wire cutting is generally used, the roughness of the parting surface after processing is relatively high, Ra is generally 1.6~6.3μm, and the exhaust slot is generally processed directly by CNC. If the parting surface is flat, it is usually processed by a grinding. The roughness of the parting surface after the grinding machine is low, Ra is 0.2~0.8 μm, the parting surface is tightly fitted, and the gas in the cavity is not easy to discharge. In this case, an exhaust slot must be opened on the parting surface on one side of the cavity. There are two ways to open the exhaust slot on the parting surface: one is to open the exhaust slot locally, and the other is to open the exhaust slot around the part.
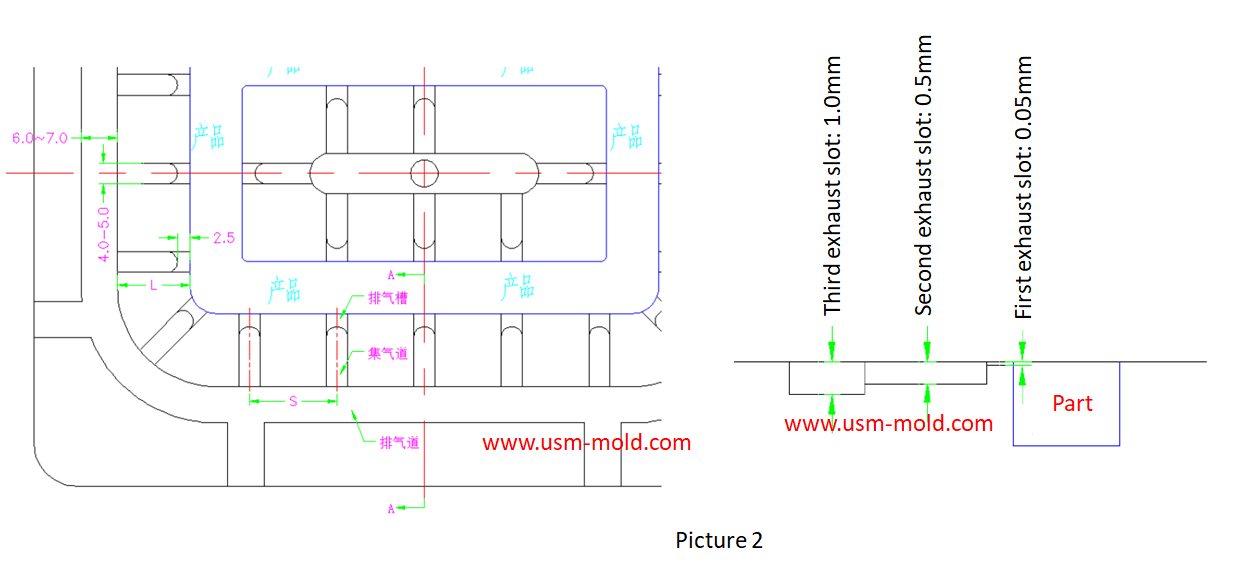
1.Parting surface with partial exhaust slot: this is the most commonly used method of exhaust, the method is to open the exhaust slot where the air is trapped. The position of the exhaust slot is generally combined with the mold flow analysis report based on experience. Determine its final trapped position. This type of venting has less damage to the parting surface of the mold, and it is more flexible and convenient to change the back mold, the specific form is shown in picture 2.
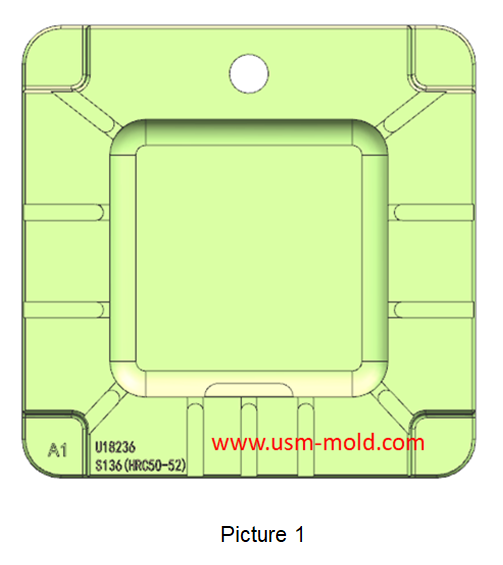
2. Exhaust slot are opened around the parting surface: when the air trap is particularly serious, a large area of exhaust slot can be used to exhaust, as shown in picture 2. If the parting surface of this kind of exhaust slot is flat, it is usually processed with a flat-bottom milling cutter. If the parting surface is curved, it is usually processed with an R-shaped ball cutter, this type of exhaust slot is divided into a first-level exhaust slot, a second-level exhaust slot and a third-level exhaust slot, the depth of which is different.



Hydraulic diameter conversion of runners in plastic mold gating system design
Jan 13, 2022Hydraulic diameter refers to 4 times the ratio of the flow cross-sectional area to the perimeter, as the wall shear stress of non-circular pipes is not even distributed along the surrounding walls,...view
Venting of parting surface
Mar 7, 2022The exhaust slot on the parting surface is easy to clean and processing, also not easy to be blocked, and has a good exhaust effect, it is the main area where the gas is exhausted, so the exhaust from...view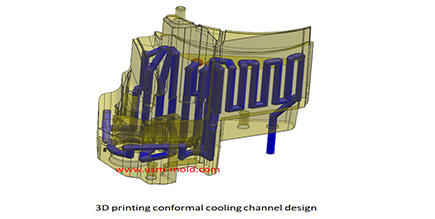
Design principle of plastic injection mold cooling system
Feb 13, 2022Design principle of cooling system In order to improve the efficiency of the cooling system and make the cavity surface temperature distribution even, the following principles should be followed in...view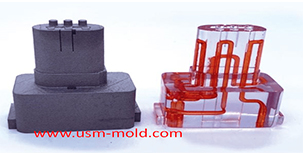
Conformal cooing channel of plastic injection mold
Feb 23, 2022The conformal cooling gate is a new type of mold cooling gate based on 3D printing technolog, because of its processing characteristics, the conformal cooling gate can fit the shape of the product...view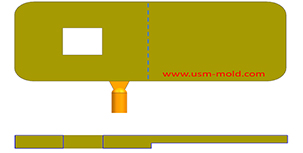
Gate position determination of plastic injection mold runner design system
Jan 17, 2022In the selection of gate location, the following issues should be paid attention to: 1. The gate position should be set at the maximum wall thickness of the plastic part, so that the plastic melt...view
What is Ejection Molding?
Dec 28, 2021The process to get injection molded products is called injection molding, or called injection. Injection molding is an important method in polymer molding processing, it is characterized by a short...view