 English
English русский
русский

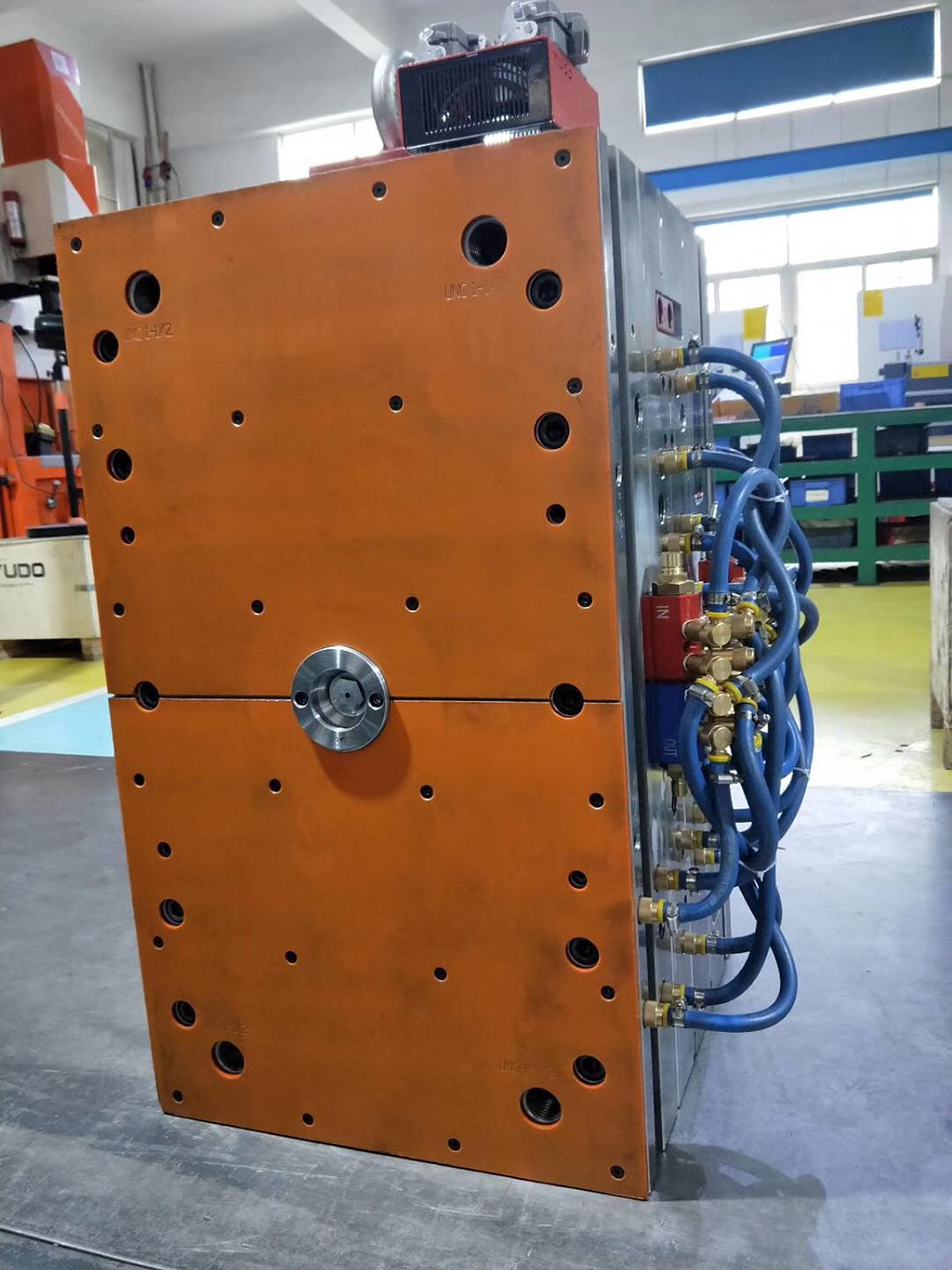
3 Precision Molds Are Ready To Ship Germany
After 2 months later, the 3 molds have been finished and ready to ship. From DFM report to mold design to manufacturing and T1 samples were provided in 6 weeks.
It is our honor to be the business partner of this German customer since April 2021, It is our honor to receive 2nd order from our customer. At the first time, the customer purchased 1 mold from us as a trial order, but after he received the T1 samples, he was very impressed with our engineering and service, and then start the following order.
The material is PC+ABS in V0 class which is easy to corrode mold, so we used the import mold steel by ASSAB, the cavity was made by HRC 50-52 heat treatment, and the core was made by HRC 50-52 heat treatment, the injection system was used hot runner by the direct gate of Yudo, non-standard mold base of LKM, the spare parts were all used by DME, we made the mold flow analysis before mold manufacturing to testing in advance, we found that the part would be about 0.4mm deformation, so the engineer made an adjustment and testing the temperature difference by cavity and core side, so the T1 samples had very good result when we finish the mold trial.
From "our hands" to "customer's hands", it takes incredible patience. Thanks to our hardworking, skilled and talented team, to realize a project from an idea to a finished product.


_20250311083139A052.webp "Transparent PC Injection Mold")


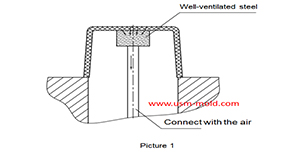
Well-ventilated steel of venting design for molded parts
Mar 14, 2022Well-ventilated steel is a sintered alloy, iIt is a porous material sintered with spherical particle alloys, the pore size is 7-10μm and the strength is poor, but the texture is loose which allow the...view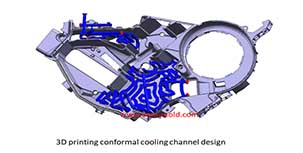
Controling method of plastic injection mold temperature
Feb 15, 2022Except for heat radiation and heat convection from the mold, most of the heat bring into the mold by the plastic needs to be taken out of the mold by the circulating heat transfer medium by heat...view
USM Blogo Opening
Oct 27, 2021Hello everyone! Our blog is open today, it is very glad to have the opportunity to meet you here, welcome to visit us whenever you need. USM is a professional plastic injection mold and molding...view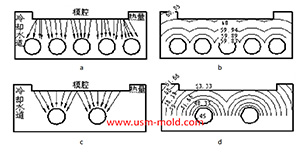
Factors affecting the cooling rate of parts by injection molding
Feb 9, 2022It should be shaped by cooling to get stable plastic part after plastic filling the cavity and core side, so most injection molds need to be equipped with cooling devices to make the mold temperature...view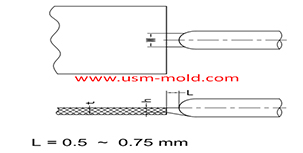
Plastic injection mold runner system design
Jan 16, 2022The gate is the connecting part between the runner and the cavity, and is also the end part of the injection mold gating system, the molten plastic enters the cavity and core side through the gate...view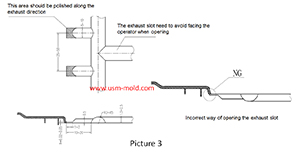
Design standard of exhaust slot
Mar 3, 2022The exhaust system should ensure that the gas in the cavity is smoothly discharged, and also prevent the material from entering and exhausting channels from causing flashing of the product or blockage...view