 English
English русский
русский

New Five-Axis CNC Machine Arrival
The new 5 axis CNC machining machine has arrived in our workshop on 6th Nov. 2021 and is now putting into use.
GMU-6350 type CNC machining machine
Working stroke (XYZ): 630*500*550
Maximum loading: 800kg
Machining accuracy: ±0.01mm
The rotation angle of centre worktable: 360 degree
Turning angle of centre worktable: 120 degree

Main working advantages:
1. It can process a continuous and smooth curve surface, and also can finish some parts which can not be processed by general three-axis CNC machine or are difficult to complete in one time, especially traditional three-axis machinings centres such as blades of aero engines and steam turbines, and propellers for ships, for parts that cannot be processed, the five-axis can be processed directly;
2. It can improve and control the processing accuracy and quality of curve surface;
3. Reduce clamping and changing appliques time and files ;
4. For the processing of deep cavities undercuts and small ribs on the mold, it can be processed by a five-axis machining centre to reduce electrical discharge and other processes directly, and improve the quality and efficiency of the mould.
Since USM was founded in 2011, USM has continuously improved the machine and equipment, from installation, adjustment, training of employees to putting into use, step by step to increase the production capacity and improve the quality. We always adhere to the needs of customers, and adjust the positioning of enterprises in the process of cooperation with customers, so as to achieve the goal of customer requirements, and constantly provide customers with more professional and better mold programs and services.
In the future, we will also strive to move forward, accumulate more than ten years of experience in the mold industry, and continue to create unique value for customers, USM is looking forward to providing quality service to our customers.



Design Tips of Vacuum Venting Mold
Mar 30, 2022There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm...view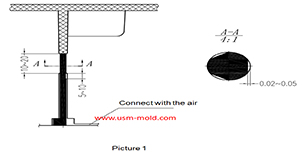
Insert pin of vengting design for molded parts
Mar 20, 2022Insert pin of venting: It is difficult to make exhaust slot when end runner is not in parting surface during injection, and there is no matching gap available, but we could make the venting pin at end...view
Side gate of plastic injection mold runner system design
Jan 23, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view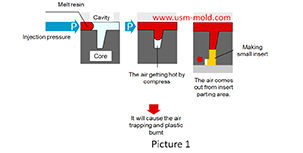
The main reasons for air trapping of plastic injecton mold
Mar 1, 2022During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized. The mechanism of air...view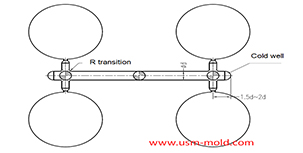
Key points of plastic injection mold runner system
Jan 12, 2022The sub-runner is a transitional channel between the main runner and the gate, as the sub-runner is the longgest part of gating system, so it is very important to enhance the parts quality and improve...view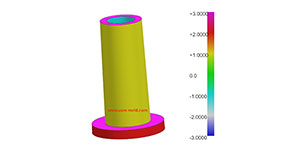
What is Called Draft Angle?
Dec 29, 2021The draft angle is also called demold angle and angle which is used for product removal from the mold and designed on the parting surface, the angle is called draft angle which shows in picture 1....view