 English
English русский
русский

3 Precision Molds Are Ready To Ship Germany
After 2 months later, the 3 molds have been finished and ready to ship. From DFM report to mold design to manufacturing and T1 samples were provided in 6 weeks.
It is our honor to be the business partner of this German customer since April 2021, It is our honor to receive 2nd order from our customer. At the first time, the customer purchased 1 mold from us as a trial order, but after he received the T1 samples, he was very impressed with our engineering and service, and then start the following order.
The material is PC+ABS in V0 class which is easy to corrode mold, so we used the import mold steel by ASSAB, the cavity was made by HRC 50-52 heat treatment, and the core was made by HRC 50-52 heat treatment, the injection system was used hot runner by the direct gate of Yudo, non-standard mold base of LKM, the spare parts were all used by DME, we made the mold flow analysis before mold manufacturing to testing in advance, we found that the part would be about 0.4mm deformation, so the engineer made an adjustment and testing the temperature difference by cavity and core side, so the T1 samples had very good result when we finish the mold trial.
From "our hands" to "customer's hands", it takes incredible patience. Thanks to our hardworking, skilled and talented team, to realize a project from an idea to a finished product.





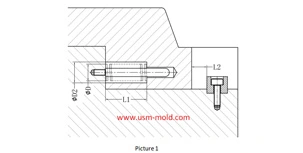
Slider spring hength and strength calculation
Apr 22, 2024Processing size: 1. ØD2=ØD+2 2. Ll = total spring length (L) - preload value of spring (N) - slider core pulling distance (L2) Spring length calculation: (refer to picture 1 for length calculation)...view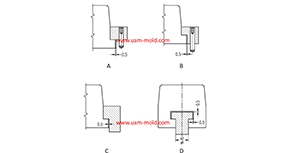
The T slot of slider and guider designing tips
Dec 18, 20231. The T slot of slot should be designed according to the picture 1, If there is a relatively high slider, the slider T slot is not high enough which will cause the center of gravity to be unstable,...view
Plastic injection mold heating
Feb 16, 2022When the plastic injection molding process requires the mold temperature to be above 80°C, a temperature adjustment system with heating function must be provided in the mold. In addition,...view
Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view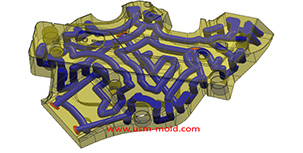
Plastic cooling factors by injection parameter
Feb 10, 20221. Plastic parts design: mainly for the wall thickness of plastic products. The thicker thickness of the product, the longer the cooling time. Generally speaking, the cooling time is approximately...view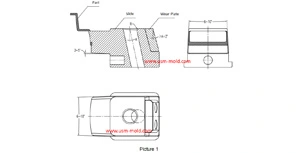
Slider angle designing tips
Dec 4, 20231. Normally, all the insertion slopes of the slider are not allowed to be less than 3° to prevent excessive self-locking force and scratched; 2. The angle of the locking surface must be bigger than...view