 English
English русский
русский

USM Purchased Two New Sodick Edm Equipments
USM purchased 2 new EDM Sodick equipment arrived a few months later, just finished the assembling and adjustment, we are very excited to see the processing soon with our new projects soon.
These 2 machines can make the processing 50% quicker and much more precise than normal EDM machines, especially for ribs processing, and also keep mold surface very well.
So that the processing surface can reach 0.35mm, and also make the radius in 0.01mm by EDM, surface highlight to achieve mirror effect and improve the mold roughness.
"Never-ending pursuit of technology excellence", we commit to excellent craftsmanship and close cooperation with industry partners.
Since now, USM is more and more confident to satisfy the higher surface requirements of the injection mold and molded products!





Slider designing tips 2
Nov 22, 20239. The molding parting surface of the slider molding should be made as a shut-off surface as possible, and the width of the shut-off part should be at least 8mm, and do not make a shut-off surface;...view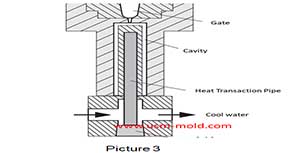
Plastic injection mold common cooling gate
Feb 17, 20221. Straight-through cooling water gate: the straight-through cooling gate is the most commonly used gate for plastic injection mold, and it is also the most convenient type of cooling for processing....view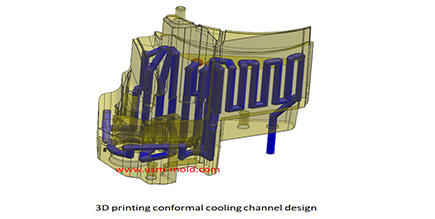
Design principle of plastic injection mold cooling system
Feb 13, 2022Design principle of cooling system In order to improve the efficiency of the cooling system and make the cavity surface temperature distribution even, the following principles should be followed in...view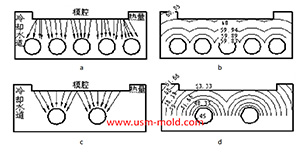
Factors affecting the cooling rate of parts by injection molding
Feb 9, 2022It should be shaped by cooling to get stable plastic part after plastic filling the cavity and core side, so most injection molds need to be equipped with cooling devices to make the mold temperature...view
Different treatment of plastic injection mold cooling system principles
Feb 22, 2022Different treatment principle: 1. The mold temperature is different according to the different plastics, when the plastic requires the molding temperature of the mold to be ≥80°C, the mold must be...view
What is the side parting and core pulling mechanisms with their function?
May 31, 2022When there are holes, cavities or cores on the inside or outside of the injection-molded plastic parts that are different from the opening and closing directions of the mold, the plastic parts cannot...view